Thông số kỹ thuật máy hàn mig
Thiết bị/máy hàn tốt, phù hợp nhất
Máy hàn xuất sắc giúp hàn thuận tiện hơn, trong khi thiết bị kém rất có thể khiến bạn phải trả giá mắc về unique mối hàn. Thiết bị hàn MIG như Millermatic® 211 cùng Millermatic 141 là lý tưởng mang lại thợ hàn không chuyên. Nếu như khách hàng đang tìm kiếm một máy có nhiều phương thức hàn, shop chúng tôi khuyên các bạn nên sử dụng máy hàn đa cách thức như Multimatic® 215 với Multimatic 220 AC/DC.
Bạn đang xem: Thông số kỹ thuật máy hàn mig
Một số vật dụng hàn hiện đại như technology Auto-Set ™, tự động đặt các thông số kỹ thuật tối ưu dựa vào độ dày vật tư và 2 lần bán kính dây. Điều này có thể chấp nhận được bạn triệu tập vào kỹ thuật thích hợp hơn.
Để khẳng định máy hàn nào tương xứng nhất với nhu cầu của bạn, hãy xem thiết bị hàn nào phù hợp cho mái ấm gia đình hoặc cửa hàng của công ty hoặc tải những hướng dẫn này.
Bất kể sàng lọc máy của chúng ta là gì, hãy đọc kỹ hướng dẫn thực hiện của hãng. Nó đựng thông tin đặc biệt về phía dẫn quản lý và an ninh thích hợp. Hầu như các công ty cung ứng hướng dẫn sử dụng của mình trực tuyến.
Các giải đáp cơ bản sau đây dành hàn MIG/MAG cùng với dây thép đặc. Xây dựng mối ghép, địa điểm và các yếu tố khác tác động đến tác dụng và tải đặt. Khi đạt được hiệu quả tốt, ghi lại các thông số.
Chiều dày đồ vật liệu đưa ra quyết định cường độ dòng điện:
Theo hướng dẫn, mỗi 0,001 inch độ dày vật tư yêu cầu 1 amp đầu ra: 0.125 inch = 125 amps.
Chọn size dây hàn tương xứng theo cường độ mẫu điện:
Vì chúng ta không muốn biến hóa dây, hãy chọn 1 loại dây cho độ dày thường được sử dụng nhất của bạn.
30-130 amps: .023 inch40-145 amps: .030 inch50-180 amps: .035 inch75-250 amps: .045 inchĐặt điện áp:
Điện áp xác minh chiều cao với chiều rộng lớn của hạt. Nếu không tồn tại biểu đồ, hướng dẫn thực hiện hoặc thông số kỹ thuật để tại vị điện áp thiết yếu xác, chúng ta có thể thử cách này: trong lúc một tín đồ hàn trên kim loại phế liệu, một fan trợ lý sẽ sút điện áp xuống cho đến khi hồ nước quang ban đầu đâm vào phôi. Sau đó, bước đầu hàn lại và trợ lý tăng điện áp cho đến khi hồ nước quang trở cần không ổn định. Mức năng lượng điện áp thân hai đặc điểm đó là năng lượng điện áp khởi đầu tốt.
Giữa năng lượng điện áp hồ nước quang cùng chiều lâu năm hồ quang bao gồm mối quan lại hệ. Hồ quang ngắn làm bớt điện áp và tạo ra một mối hàn nhỏ, nhô cao. Hồ quang dài(nhiều năng lượng điện áp hơn) tạo thành mối hàn phẳng với rộng hơn. Chiều nhiều năm hồ quang thừa lớn sẽ tạo ra côn trùng hàn cực kỳ phẳng và tài năng bị cháy chân.
Xem thêm: Danh Sách Phim Siêu Nhân Anh Hùng Hay Nhất (Người Nhện Thor Người Sắt)
Tốc độ cấp dây (cường độ mẫu điện):
Tăng tốc độ cấp dây là tăng cường độ chiếc điện và tăng cường mức độ ngấu mối hàn. Tốc độ cấp dây quá cao hoàn toàn có thể dẫn đến kim loại mối hàn bị cháy hoạc thủng đồ hàn. Nếu không tồn tại hướng dẫn sử dụng hoặc tờ thông số kỹ thuật kỹ thuật mối hàn, hãy sử dụng hệ số nhân trong biểu thứ sau nhằm tìm điểm bước đầu tốt cho vận tốc cấp dây. Ví dụ: đối với dây 0.030-inch, nhân với 2 inch trên mỗi amp để tìm vận tốc cấp dây tính bằng inch trên phút (ipm).
Kích thước dây | Nhân với | Tốc độ cung cấp dây (VD: thực hiện 1/8 inch (125 amps)) |
.023 inch | 3.5 inches/amp | 3.5 x 125 = 437.5 ipm |
.030 inch | 2 inches/amp | 2 x 125 = 250 ipm |
.035 inch | 1.6 inches/amp | 1.6 x 125 = 200 ipm |
.045 inch | 1 inch/amp | 1 x 125 = 125 ipm |
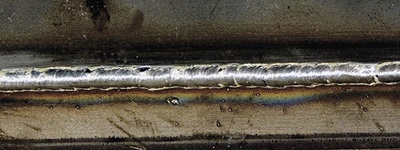
Các côn trùng hàn tham khảo
Một phương pháp để kiểm tra thông số hàn là triển khai hàn demo một đường hàn, tùy theo hình dạng con đường hàn xuất hiện sau đó mà ta điều chỉnh thông số thế nào cho phù hợp.
Mối hàn tốt:Là côn trùng hàn tất cả độ rạm nhập xuất sắc vào vật liệu cơ bản, con đường hàn thẳng và bề mặt phẳng, chiều rộng mọt hàn phù hợp, biên con đường hàn và vật hàn có sự liên kết tốt.

Điện áp cao được biểu lộ bằng hồ nước quang không đúng định, độ xuyên thấu không đồng nhất và vũng hàn lếu láo loạn không thể chiếu thẳng qua vật liệu cơ phiên bản một bí quyết đồng đều.

Điện áp cực thấp dẫn cho hồ quang khó khởi động, khó điều khiển và tinh chỉnh và độ ngấu kém. Nó cũng gây nên hiện tượng bắn tóe kim loại nhiều, kiểu dáng mối hàn nhô cao và links giữa biên mọt hàn và chi tiết hàn kém.

Mối hàn nhô cao, hẹp, không được độ liên kết giữa biên mối hàn và vật hàn, độ ngấu cảm thấy không được và mối hàn ko đều.

Tốc độ dịch rời mỏ hàn quá chậm tao ra rất nhiều nhiệt vào mối hàn, dẫn cho đường hàn quá to và độ ngấu kém. Trên vật tư mỏng, nó cũng có thể gây cháy thủng.

Tốc độ cung cấp dây hoặc cường độ dòng điện khá cao (tùy ở trong vào các loại máy nhiều người đang sử dụng) có thể khó sinh sản hồ quang mọt hàn vượt rộng, cháy thủng, văng bắn nhiều và độ ngấu kém.

Tốc độ cấp dây/cường độ dòng điện quá thấp: côn trùng hàn nhô cao, hẹp, nhiều lúc không tất cả sự hòa quyện thân biên mối hàn và vật hàn.
Việc thiếu hụt hoặc cảm thấy không được khí đảm bảo an toàn dễ dàng được xác minh bằng độ rỗng cùng lỗ kim ở mặt phẳng và bên phía trong mối hàn.









