Hướng dẫn làm máy cnc
Ông mô tả chi tiết toàn bộ quá trình tạo ra một thứ CNC để gia công việc với gỗ và những vật liệu khác, bước đầu từ thiết kế.
Bạn đang xem: Hướng dẫn làm máy cnc
1. Thiết kế
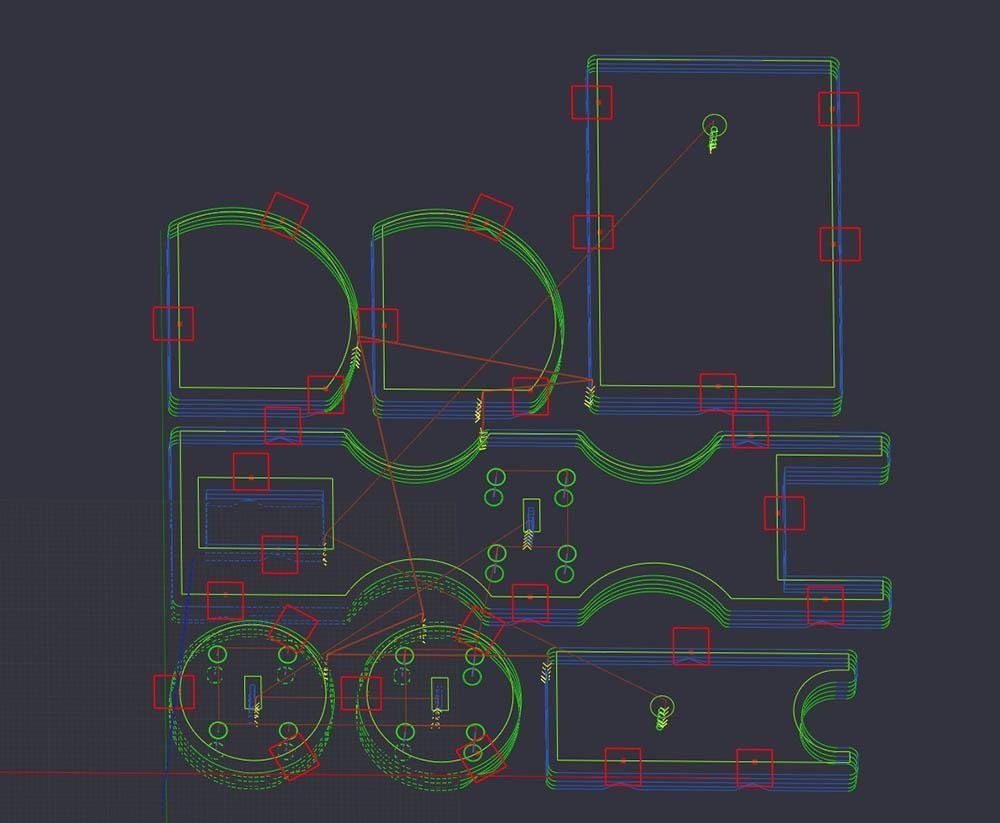
Trước khi sản xuất máy, bạn phải vẽ tối thiểu một phiên bản phác thảo trường đoản cú do, hoặc xuất sắc hơn là hoàn thành một bản vẽ cha chiều đúng đắn hơn bằng cách sử dụng công tác CAD. Tác giả của dự án đã áp dụng google sketchup, một chương trình khá dễ dàng và đơn giản (sử dụng miễn phí tổn trong 30 ngày). Đối với cùng 1 dự án phức tạp hơn, chúng ta cũng có thể chọn Autocad.
Mục đích thiết yếu của phiên bản vẽ là search ra kích cỡ yêu cầu của các bộ phận, đặt đơn hàng chúng trên mạng internet và đảm bảo an toàn rằng tất cả các bộ phận chuyển động của sản phẩm khớp cùng với nhau.
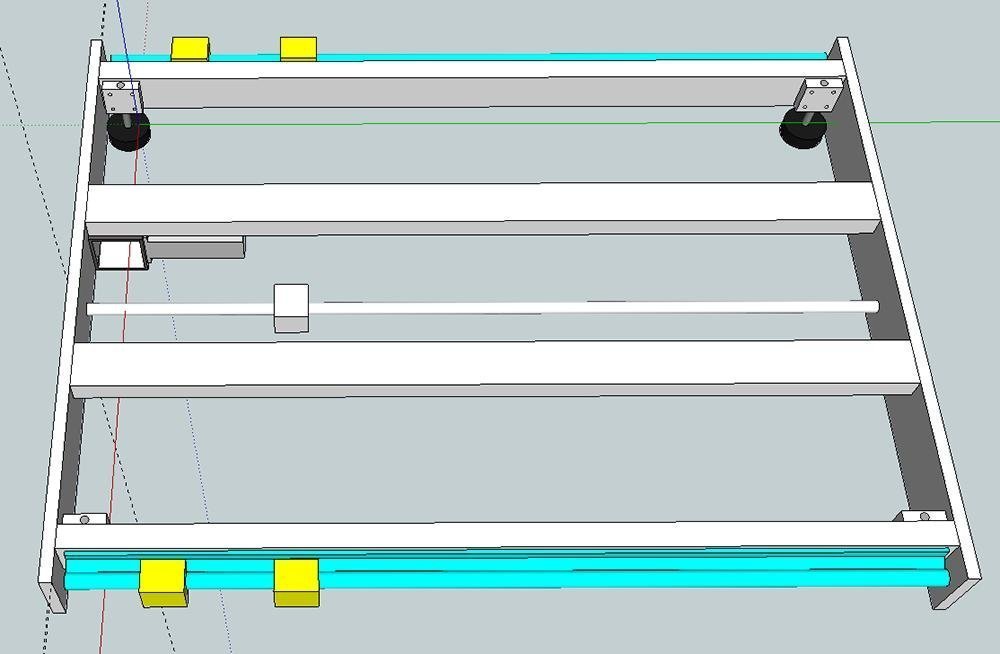
Như chúng ta thấy, tác giả đang không sử dụng bản vẽ chi tiết với các lỗ được khắc ghi để bắt vít, ông sẽ lên kế hoạch cho các lỗ trong vượt trình sản xuất máy, tuy thế thiết kế thuở đầu này là đủ.
Kích thước toàn diện và tổng thể của máy: 1050 x 840 x 400 mm.
Chuyển rượu cồn dọc theo các trục: X 730 mm, Y 650 mm, Z 150 mm
Chiều dài của thanh dẫn và vít bi nhờ vào vào kích thước của dòng sản phẩm bạn đang định.
Khi xây dựng một thiết bị CNC, có một trong những câu hỏi, câu trả lời phụ thuộc vào vào hiệu quả cuối cùng.
Bạn ước ao chọn loại máy CNC nào?
Với một chiếc bàn rất có thể di đưa được tuyệt với một cổng di động? Kết cấu bàn trượt thường xuyên được sử dụng cho những loại máy nhỏ dại có size đến 30x30 cm, dễ chế tạo hơn và bao gồm thể sản xuất cứng hơn so với những loại trang bị di động. điểm yếu kém của bàn di là với cùng một vùng cắt, tổng diện tích của dòng sản phẩm lớn hơn gấp đôi so với lúc sử dụng tổ chức cơ cấu có cổng di chuyển. Trong dự án này, khu vực xử lý có kích thước khoảng 65x65 cm, vì đó, một cổng cầm tay đã được chọn.
Bạn muốn gia công gì bằng máy CNC?
Trong dự án này, mẫu máy có thiết kế chủ yếu mang lại ván ép, gỗ cứng với nhựa, với nhôm.
Máy sẽ được chế tạo từ gì?
Nó công ty yếu phụ thuộc vào thứ liệu sẽ tiến hành xử lý bên trên máy. Giỏi nhất, vật tư được áp dụng để chế tạo máy phải chắc chắn thêm vật liệu sẽ được gia công trên máy, hoặc tối thiểu là không thua kém bền. Vì đó, ao ước cắt nhôm thì máy bắt buộc được thêm ráp tự nhôm hoặc thép.
Bạn buộc phải chiều lâu năm trục nào?
Theo khái niệm ban đầu, thiết bị CNC được mang lại là để triển khai ván ép và MDF, được cung cấp tại Hà Lan với kích cỡ 62 x 121 cm, do đó, so với Y, khoảng cách hành trình buổi tối thiểu yêu cầu là 620 mm. Hành trình trục X là 730 mm, vì nếu không máy sẽ chiếm toàn cục không gian của căn phòng. Vày đó, trục X ngắn thêm chiều dài của tấm ván nghiền (1210 mm), nhưng chúng ta cũng có thể gia công một nửa, sau đó dịch rời tấm về phía trước và tối ưu phần còn lại. Với mẹo nhỏ này, hóa ra các mảnh máy lớn hơn nhiều so với chiều nhiều năm của trục X. Đối với trục Z, 150 mm đã được lựa chọn để áp dụng trục thứ tứ trong tương lai.
Bạn sẽ sử dụng loại hoạt động thẳng nào?
Có những lựa chọn cho 1 hệ thống hoạt động thẳng, chất lượng công việc phần lớn phụ thuộc vào vào sự lựa chọn của nó. Do đó, việc chi tiêu vào hệ thống tốt nhất có thể mà chúng ta cũng có thể mua được là vô cùng hợp lý. Tác giả của dự án quyết định rằng con đường ray tuyến tính là lựa chọn rất tốt trong số những một số loại mà anh ta bao gồm đủ tiền. Nếu như bạn đang phát hành một cỗ định tuyến đường CNC 3 trục, bạn cần mua một bộ bao hàm ba cỗ thanh dẫn tuyến đường tính với hai ổ trục con đường tính cho từng thanh dẫn.
Bạn đã sử dụng hệ thống truyền hễ thức ăn nào cho từng trục?
Các lựa chọn thiết yếu cho bộ truyền động cấp liệu là: đai răng, tổ chức cơ cấu thanh răng với bánh răng và bộ truyền trục vít-đai ốc. Đối với lắp thêm CNC tự chế, biện pháp sử dụng thông dụng nhất là truyền vít me thực hiện cặp vít me bi. Đai ốc được gắn thêm vào bộ phận chuyển đụng của máy, vít được gắn thêm ở nhị đầu. Nhỏ vít được thêm vào đụng cơ. Nếu động cơ đang quay, đai ốc có phần tử chuyển động của dòng sản phẩm được đã nhập vào nó sẽ dịch rời dọc theo cánh quạt và tạo cho máy gửi động.
Trục vít bi trong sản phẩm công nghệ này được sử dụng để truyền động những trục X và Y. Các trục vít me bi chạy khôn cùng êm ái, không tồn tại phản ứng dữ dội, chất lượng và vận tốc cắt được tăng lên.
Trục Z sử dụng thanh M10 bằng thép không gỉ rất tốt với đai ốc Delrin từ chế.
Loại bộ động cơ và cỗ điều khiển
Thông thường, thứ CNC trường đoản cú chế sử dụng động cơ bước. Truyền hễ servo hầu hết được sử dụng cho các máy CNC công nghiệp mạnh bạo mẽ, chúng giá thành cao hơn và yêu cầu bộ tinh chỉnh đắt chi phí hơn. Nó thực hiện động cơ cách 3Nm.
Loại trục chính
Dự án thực hiện Kress tiêu chuẩn, nó có mặt bích kẹp 43mm ưa nhìn cũng như bộ điều khiển vận tốc tích hòa hợp (nhưng tác dụng thứ hai gồm trên phần đông các trục chính).
Nếu bạn định cắt thực sự khó khăn, bạn nên để ý đến trục quay có tác dụng mát bằng nước - chúng giá cao hơn cọc tiêu chuẩn, tuy vậy ít ồn hơn nhiều, chúng rất có thể làm việc ở tốc độ thấp mà không xẩy ra quá lạnh và với tương đối nhiều loại thứ liệu. .
Chi phí
Máy CNC này mất khoảng chừng 1.500 euro. Một đồ vật phay CNC thành phẩm với các thông số kỹ thuật tương tự giá bán đắt hơn nhiều, do vậy chúng ta cũng có thể tiết kiệm tiền bằng phương pháp tự chế tạo máy.
2. Những thành phần để tạo nên một thứ CNC

Thiết bị điện với điện tử:
3 động cơ bước 3 Nm Nema 23; 3 bộ tinh chỉnh động cơ cách DM556 Leadshine; nguồn điện áp 36 V mang đến máy CNC; Bảng bối cảnh CNC Breakout Board 5 trục để tinh chỉnh trình điều khiển bước; Nguồn cung ứng 5V mang đến bảng giao diện; công tắc hai vị trí bật / Tắt; cáp bện được bảo đảm 4 Dây dẫn 18 AWG; 3 công tắc hành trình cảm ứng; Trục chính: Kress FME 800 (Bộ định tuyến nhỏ tuổi gọn Bosch Colt hoặc Dewalt cũng sẽ hoạt động).Không bắt buộc:
tủ / vỏ đến thiết bị điện; kênh cáp vật liệu bằng nhựa di động; Đầu gặm cáp 4 chân.Bộ phận cơ khí:
đường dẫn tuyến tính: đến X - SBR trăng tròn cho Y với Z - SBR 16; vít bi (vít bi) cho X với Y - với đường kính 16 mm, bước 5 mm4 làm vít đưa trục Z: chốt thép bao gồm ren M10 với đai ốc delrin từ chế; nhôm định hình: 30x60 mm, cắt thành từng miếng lâu năm 100 mm; tấm nhôm dày 15 mm; chân cấp cho chống rung táo tợn mẽ.Các chương trình:
Chương trình CAD / CAM CamBam; chương trình điều khiển máy CNC Mach3Máy chủ yếu được chế tạo bằng những tấm nhôm 15mm và nhôm đánh giá 30x60mm. Các bước được thực hiện bằng cách sử dụng sản phẩm công nghệ khoan với máy tiện. Các tấm và hồ sơ sẽ được đặt hàng để giảm theo kích thước.
3. Trục X

Khung chân đế được thiết kế từ 4 tấm nhôm định hình có tiết diện 30x60 mm cùng hai tấm bên tất cả độ dày 15 mm. Ở phần cuối của biên dạng, tất cả hai lỗ với 2 lần bán kính 6,8 mm, với sự trợ giúp của một vòi, một tua M8 được tạo nên ra phía bên trong các lỗ.

Luồn vào những đầu của một thanh nhôm định hình
Để bảo vệ rằng các lỗ trên tấm cuối khớp nhau, cả hai tấm được kẹp với nhau trong quy trình khoan. Tư lỗ được khoan trọng tâm mỗi tấm nhằm chứa những khối chịu lực và tư lỗ bổ sung cập nhật trên một trong những tấm mặt để lắp hễ cơ.
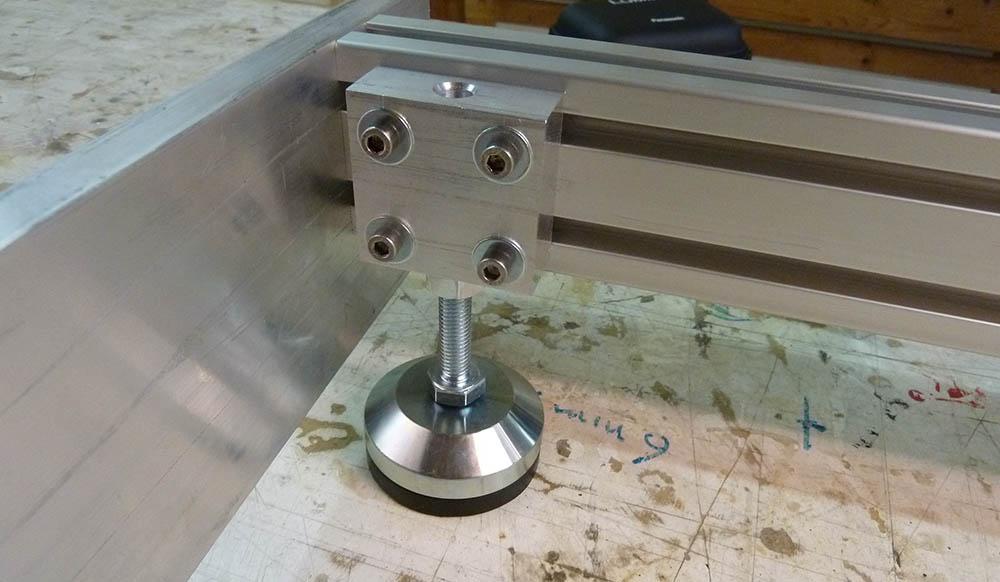
Từ những miếng nhôm (50x50x20) 4 khối được tạo nên để gắn những chân thang. Những khối được bắt vít vào những cấu kiện bên ngoài bằng tư bu lông M5 với đai ốc vật dụng nội thất.
Các thanh dẫn hướng tuyến đường tính tương xứng trực tiếp với các thanh nhôm định hình. Đối cùng với trục X, đường kính có đường kính 20 mm đã có sử dụng. Những lỗ được khoan trước bên trên đế của những thanh dẫn con đường tính được chỉnh sửa chính xác với những rãnh trên các thanh nhôm định hình. Để lắp đặt, bu lông M5 và đai ốc đồ thiết kế bên trong đã được sử dụng.

4. Các tấm mặt của cổng thông tin

Các tấm bên của cổng tin tức gần như hệt nhau nhau, nhưng một trong số chúng có bốn lỗ bổ sung cập nhật được khoan nhằm lắp hễ cơ. Toàn cục cổng được làm bằng những tấm nhôm dày 15 mm. Làm thế nào để cho các lỗ được đặt đúng chuẩn vào đúng vị trí, những lỗ được đục ở phần đông vị trí đã có được đánh dấu cảnh giác bằng thiết bị đục lỗ nhằm bàn, và những lỗ được khoan trên sản phẩm khoan theo những dấu này, trước tiên bằng mũi khoan tất cả đường kính nhỏ tuổi hơn, kế tiếp đến lỗ bắt buộc.
Do cách kiến thiết cổng thông tin, rất cần phải khoan lỗ ở đầu các tấm bên và chế tạo ren M8 trong số lỗ.
5. Gắn ráp cổng thông tin

Cổng thông tin được lắp ráp và cài đặt
Phần còn lại của cổng được gia công theo cách tương tự như các thành phần bên cạnh. Phần khó nhất là căn chỉnh chính xác các đường ray con đường tính, nên thẳng sản phẩm với mép của tấm. Khi khắc ghi vị trí đúng đắn của những lỗ, người sáng tác đã xay hai miếng nhôm định hình vào các mặt của tấm để chỉnh sửa các thanh dẫn. Chủ đề M5 được cắt trong số lỗ sẽ khoan. Lúc gắn những thanh đem vào cổng thông tin, hãy đảm bảo rằng khoảng cách giữa các thanh dẫn là như nhau dọc theo toàn bộ chiều dài, các thanh dẫn phải tuy vậy song.

Vòng bi đường tính được đã tích hợp thành bên của cổng thông tin.
Một số lốt ngoặc nhọn bổ sung thêm độ cứng đến cấu trúc.
Một tấm sinh sống dưới thuộc của cổng tin tức có 6 lỗ được khoan để gắn nó vào các tấm bên. Ở giữa, tôi đề nghị khoan hai lỗ để cố định giá đỡ đai ốc.
6. Vận tải trục Y
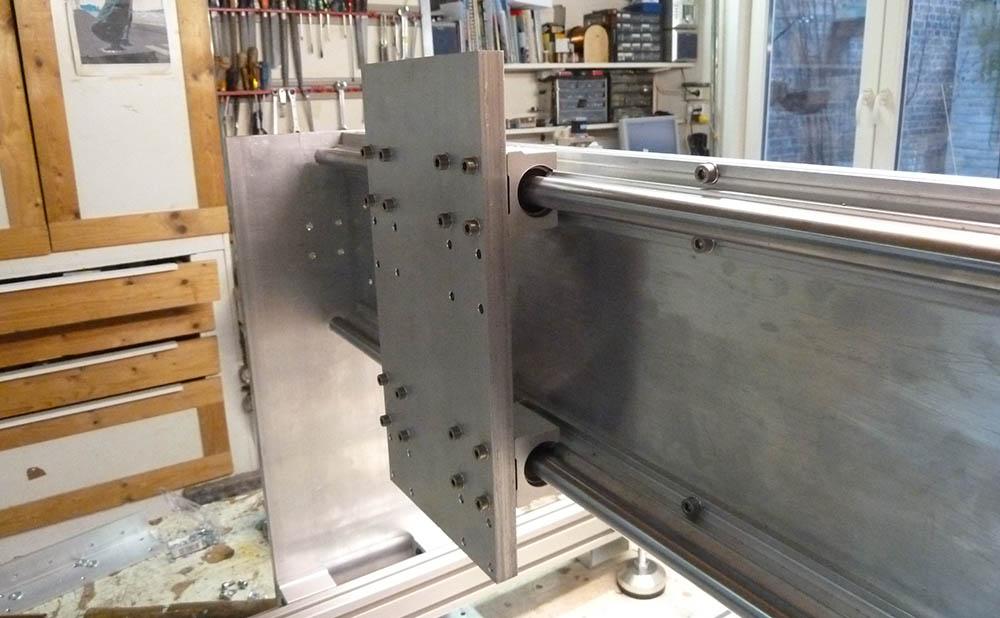
Bộ chuyển trục Y gồm một tấm độc nhất mà những ổ trục thẳng được lắp vào. Các lỗ này rất dễ khoan, nhưng đề xuất độ đúng chuẩn cao. Các ổ trục cho cả trục Y cùng trục Z được gắn vào tấm này. Vì những ổ trục trực tiếp nằm gần nhau, nên trong cả sự không đúng lệch bé dại nhất cũng rất có thể làm bọn chúng bị kẹt. Cỗ xe phải trượt tiện lợi từ bên này sang bên kia. Những thanh ray với ổ trục cần được điều chỉnh. Các dụng cầm kỹ thuật số gồm độ đúng đắn cao đang được áp dụng để căn chỉnh. Lúc đai ốc truyền rượu cồn trục Y được gắn thêm vào, yêu cầu khoan thêm nhì lỗ trên tấm nhằm gắn nó vào.
7. Trục Z
Các thanh dẫn hướng tuyến tính trục Z (đường ray) được gắn thêm vào thành phần chuyển hễ của cụm trục Z. Các thanh dẫn hướng con đường tính trục Z (đường ray) cần được để lệch vài milimet so cùng với mép của tấm. Để chỉnh sửa chúng, nhì miếng nhựa gồm độ dày phù hợp đã được thực hiện làm miếng đệm lót. Tín đồ ta vẫn biết chắc hẳn rằng rằng các cạnh của tấm nhôm là tuy vậy song, vì chưng vậy giữa các hạt nhôm đã tích hợp mép của tấm và các thanh ray, người sáng tác đã chèn những miếng nhựa, dịch chuyển các thanh ray đến một khoảng cách bằng nhau cần thiết, sau đó khắc ghi vị trí của những lỗ, khoan bọn chúng và cắt ren trong.
Để đính thêm tấm trên cùng vào nhiều trục Z, cha lỗ được khoan sống cuối tấm lắp. Tất yêu gắn bộ động cơ bước trực tiếp vào tấm, vị vậy tôi đề nghị làm một giá bán đỡ bởi nhựa riêng rẽ cho hộp động cơ (xem điểm 12).
Hai khối nhà chịu lực được gia công bằng nhựa giống như nhau. Vít truyền động là 1 thanh thép có ren M10. Ròng rã rọc đai răng được khoan, mài M10 và chỉ việc vặn vào đầu vít truyền động. Nó được giữ thắt chặt và cố định bằng bố vít định vị. Đai ốc truyền đụng Delrin được tích hợp khối Y.

Đai ốc truyền cồn Delrin được tích hợp khối Y.
Giá đỡ trục thiết yếu đã được mua hàng trước và có vòng kẹp 43 mm để phù hợp với vòng được thực hiện trong dự án công trình Kress.
Nếu bạn muốn sử dụng trục quay có tác dụng mát bởi nước, nó thường đi kèm theo với một giá đỡ làm cho sẵn. Bạn có thể mua riêng những ngàm nếu muốn sử dụng Dewalt hoặc Bosch với thân hình tròn hoặc in 3 chiều chúng.
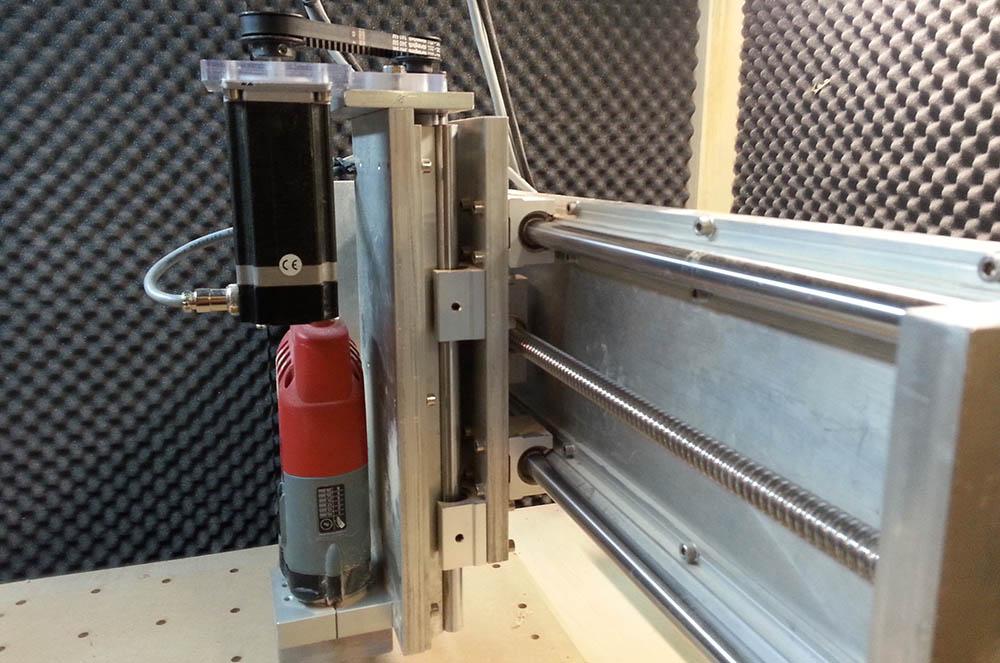
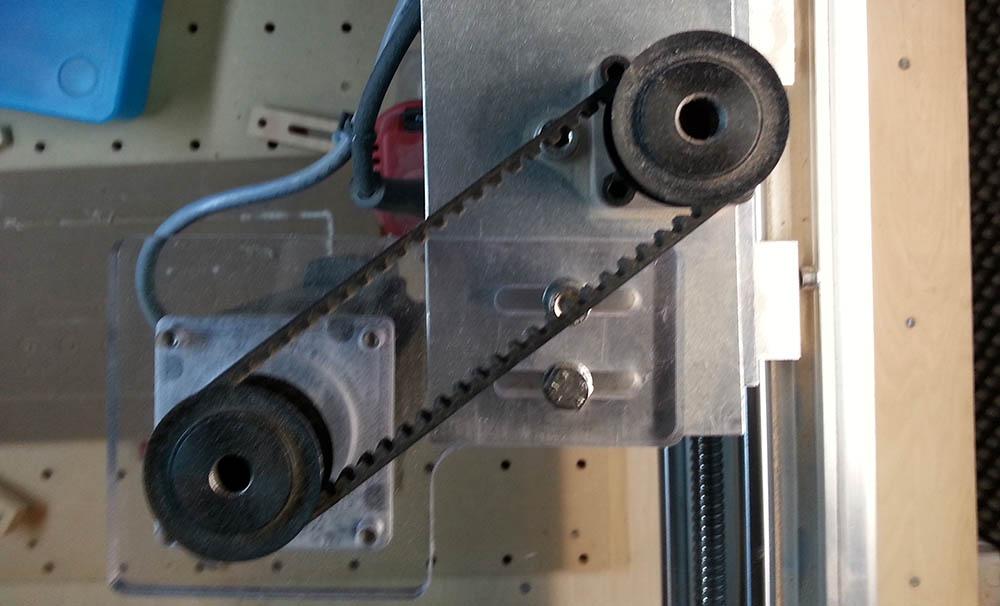
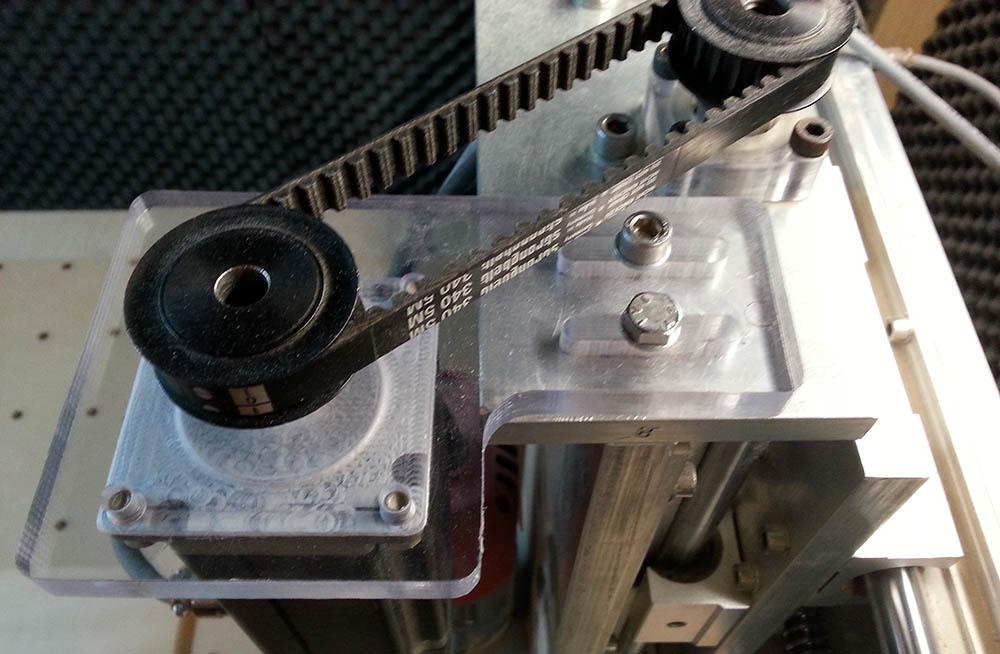
8. Đai định thời cùng ròng rọc

Thường thì các động cơ được gắn phía bên ngoài máy hoặc trên giá đỡ riêng. Vào trường vừa lòng này, rượu cồn cơ rất có thể được liên kết trực tiếp với vít me bi bằng cách sử dụng khớp nối linh hoạt. Nhưng vị máy được đặt trong một căn phòng nhỏ, nên những động cơ bên ngoài sẽ cản đường.
Đây là lý do tại sao những động cơ được đặt phía bên trong máy. Không thể kết nối trực tiếp động cơ với vít me bi, vì vậy phải thực hiện dây đai và ròng rọc HTD5m rộng 9 mm.
Khi sử dụng bộ truyền động dây đai, chúng ta cũng có thể sử dụng phím số xuống để liên kết động cơ với rôto truyền động, điều này chất nhận được sử dụng đụng cơ nhỏ hơn cơ mà vẫn giành được cùng một mô-men xoắn nhưng vận tốc thấp hơn. Vì hộp động cơ được lựa chọn khá to nên không nhất thiết phải sang số để có thêm công suất.
9. Giá bán đỡ động cơ

Giá đỡ hễ cơ được gia công từ các miếng nhôm ống vuông được giảm theo chiều dài theo yêu thương cầu. Bạn cũng có thể lấy một ống thép cùng cắt những miếng vuông trường đoản cú nó. Các lắp hộp động cơ cho trục X cùng Y phải hoàn toàn có thể kéo dài và thu lại nhằm thắt chặt các đai thời gian. Những rãnh được tạo ra trên vật dụng tiện với một lỗ phệ được khoan trên một khía cạnh của ngàm, nhưng bạn cũng có thể làm vấn đề đó trên đồ vật khoan.

Một lỗ khủng trên một khía cạnh của giá bán đỡ đã có được cắt bằng cưa cuối. Điều này có thể chấp nhận được động cơ nằm ngang bởi với mặt phẳng và cũng bảo vệ trục được định tâm. Động cơ được lắp chặt bởi bu lông M5. Gồm bốn khe nghỉ ngơi phía vị trí kia của giá đỡ để cồn cơ hoàn toàn có thể trượt qua lại.
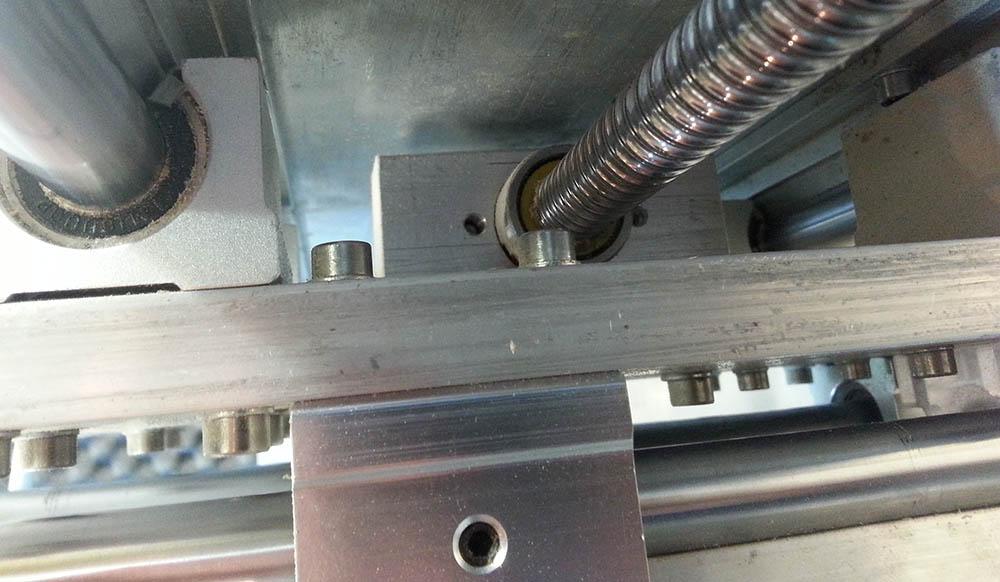
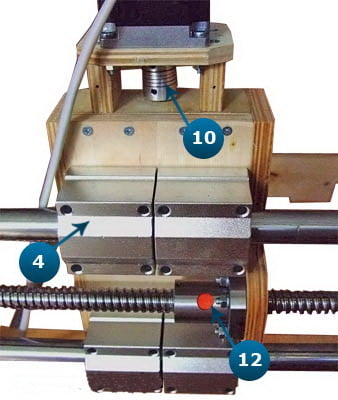
10. Những khối cung cấp mang

Các khối đỡ mang lại trục X cùng Y được gia công bằng thanh nhôm tròn 50 mm - bốn miếng dày 15 mm vẫn được cắt ra từ nó. Sau khi khắc ghi và khoan tư lỗ gắn ghép, một lỗ bự được khoan chính giữa phôi. Sau đó, một vùng được tạo ra cho các ổ trục. Những ổ trục nên được ép vào vào và những khối được bắt vít vào các tấm cuối và các tấm bên.
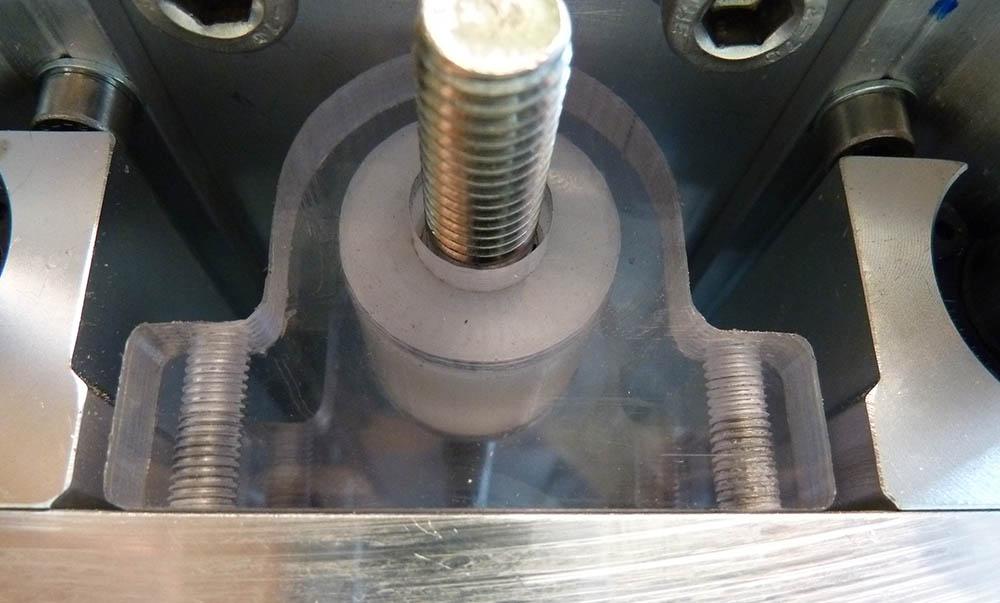
11. Hỗ trợ đai ốc truyền động trục Z

Thay bởi vì một vít bi cho trục Z, một thanh ren M10 và một đai ốc trường đoản cú chế làm cho từ mảnh Delrin đã được sử dụng. Delrin polyformaldehyde rất tương thích cho mục tiêu này bởi nó có chức năng tự chất bôi trơn và không trở nên hao mòn theo thời gian. Nếu một vòi quality tốt được áp dụng cho luồng, làm phản ứng dữ dội sẽ là về tối thiểu.
12. Cung ứng cho đai ốc ổ đĩa X và Y
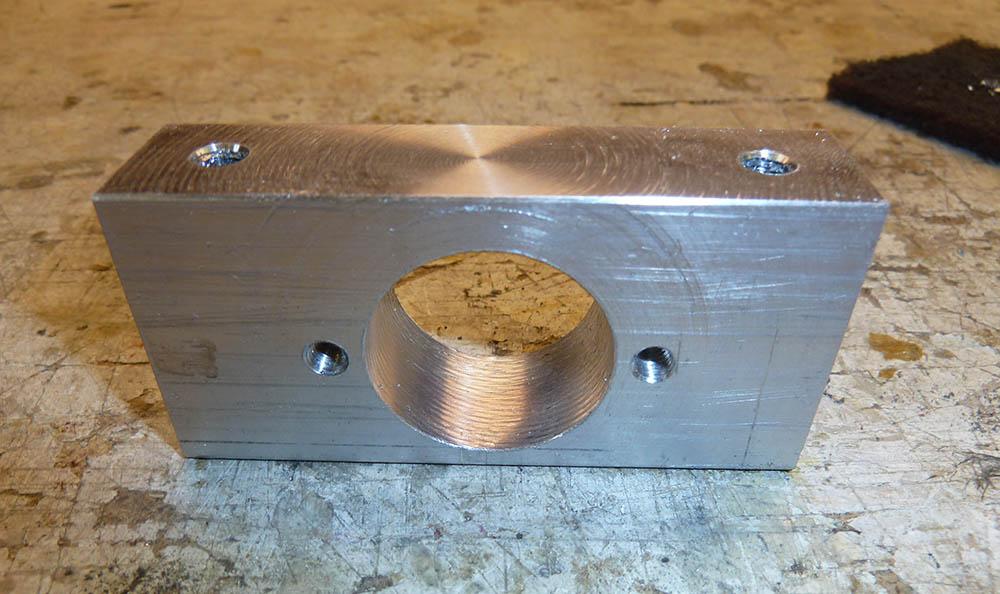
Đối với trục X với Y, giá chỉ đỡ ổ đĩa được thiết kế bằng nhôm. Đai ốc vít me bi tất cả hai khía cạnh bích nhỏ với tía lỗ sinh hoạt mỗi bên. Một lỗ ngơi nghỉ mỗi mặt được áp dụng để cố định đai ốc vào giá bán đỡ. Giá bán đỡ được thiết kế trên sản phẩm công nghệ tiện cùng với độ đúng chuẩn cao. Sau khi bạn đã gắn những đai ốc vào cổng với thanh truyền trục Y, bạn cũng có thể thử di chuyển các thành phần này từ bên đây sang bên kia bằng cách xoay vít bi theo cách thủ công. Nếu size của những giá đỡ không đúng, đai ốc sẽ ảnh hưởng kẹt.
Ngàm trục Y.
13. Lắp động cơ trục Z
Giá đỡ hộp động cơ trục Z khác với phần còn lại. Nó được cắt từ 12mm acrylic. Rất có thể điều chỉnh độ căng của dây đai bằng phương pháp nới lỏng hai bu lông ngơi nghỉ đầu cùng trượt tổng thể giá đỡ rượu cồn cơ. Hiện tại, giá bán đỡ acrylic chuyển động rất tốt, mà lại trong tương lai, có chủ kiến thay rứa nó bằng một các loại nhôm, vì chưng khi dây đai được kéo căng, tấm acrylic vẫn uốn cong một chút.
14. Bề mặt làm việc

Bàn gồm rãnh chữ T bằng nhôm sẽ chuyển động tốt nhất, nhưng mà nó đắt tiền. Người sáng tác của dự án công trình quyết định áp dụng mặt bàn đục lỗ vì nó phù hợp với ví tiền và hỗ trợ nhiều tùy lựa chọn để kẹp phôi.
Bàn được thiết kế từ một miếng ván ép bạch dương có độ dày 18 mm cùng được gắn bởi bu lông M5 cùng đai ốc rãnh chữ T vào các thanh nhôm định hình. 150 hạt M8 hex đã được mua. áp dụng chương trình CAD, một lưới được vẽ với các vết cắt hình lục giác cho các loại phân tử này. Sau đó, sản phẩm công nghệ CNC đã cắt tất cả các lỗ đai ốc đó.
Trên một miếng ván xay bạch dương, một miếng MDF dày 25 mm đã làm được lắp đặt. Đây là bề mặt có thể thay thế được. Một bit bộ định tuyến khủng đã được áp dụng để cắt những lỗ ở cả 2 phần. Các lỗ bên trên ván MDF được chỉnh sửa chính xác với tâm của các lỗ hình lục giác đã giảm trước đó. Sau đó, một miếng MDF được túa ra và toàn bộ các đai ốc đã làm được lắp vào những lỗ trên tấm ván ép. Những lỗ nhỏ hơn một chút ít so với các đai ốc, vày vậy những đai ốc được dùng búa đập vào chúng. Sau khoản thời gian hoàn thành, tấm MDF trở về vị trí của nó.

Mặt bàn tuy vậy song cùng với trục X cùng Y và hoàn toàn phẳng.
15. Điện tử

Các yếu tắc sau đã được sử dụng:
Bộ nguồn chính có điện áp ra 48V DC và chiếc ra là 6,6 A; 3 điều khiển mô tô bước Leadshine M542 V2.0; 3 hộp động cơ bước 3Nm hybrid Nema 23; bảng giao diện; rơ le - 4-32V DC, 25A / 230 V AC; phải gạt chính; cung cấp điện cho bảng giao diện DC 5V; bộ cấp nguồn đến quạt làm cho mát 12V DC; 2 quạt Cooler Master Sleeve Bearing 80mm; 2 ổ cắn - cho trục quay cùng máy hút bụi; nút dừng cấp bách và các công tắc hành trình (chưa được gắn thêm đặt).Nếu không thích tốn những tiền thiết lập thiết bị riêng biệt lẻ, bạn cũng có thể mua theo bộ. Trước lúc đặt hàng, chúng ta nên để ý đến về kích thước động cơ bước bạn cần. Nếu như bạn đang chế tạo một máy cắt gỗ với nhựa nhỏ, bộ động cơ bước Nema 23, 1.9Nm sẽ cung cấp cho chính mình đủ sức mạnh. Động cơ 3Nm được chọn ở đây, vì bản thân máy bộ này khá bự và nặng, và nó cũng rất được lên kế hoạch để triển khai các vật tư như nhôm.
Đối với bộ động cơ nhỏ, chúng ta có thể lấy một bảng cho ba động cơ, nhưng tốt hơn là sử dụng những trình điều khiển và tinh chỉnh riêng biệt. Trình điều khiển và tinh chỉnh Leadshine tùy chỉnh có cơ chế vi bước, giúp tối đa hóa sự êm ả của hoạt động và giảm độ rung của động cơ bước. Các trình tinh chỉnh và điều khiển trong dự án công trình này có thể xử lý tối đa 4,2 A và lên đến 125 bước chân.
Nguồn năng lượng điện áp không đổi 5V được kết nối với nguồn vào nguồn chính. Quạt được gắn với ổ gặm điện bên phía trong tủ, bởi vì đó, bộ biến hóa âm tường 12 volt tiêu chuẩn được áp dụng để cung cấp năng lượng mang đến chúng. Nguồn chính được bật và tắt bằng một công tắc nguồn lớn.
Rơ le 25A được điều khiển bằng máy tính thông qua ước dao. Các cực đầu vào của rơle được nối với các cực áp sạc ra của ước dao. Rơ le được kết nối với hai ổ cắm điện hỗ trợ năng lượng mang đến Kress và máy hút những vết bụi chip. Khi mã G dứt bằng M05, cả vật dụng hút lớp bụi và trục chủ yếu đều auto tắt. Để kích hoạt chúng, bạn có thể nhấn F5 hoặc áp dụng lệnh M03 G-code.
16. Tủ điện tử
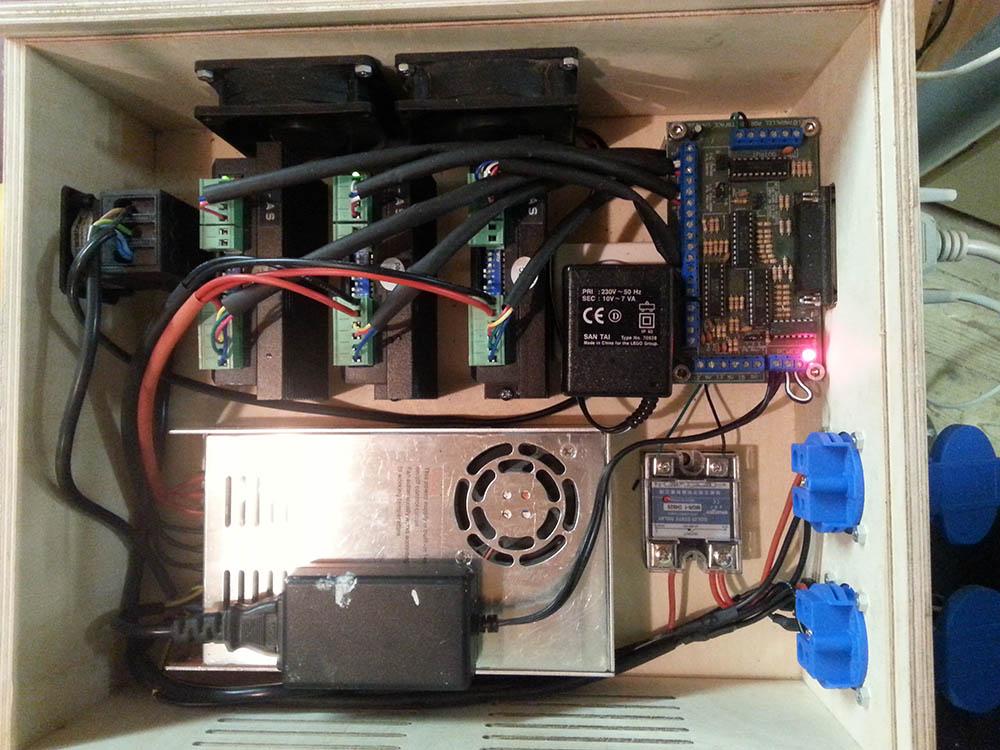
Một tủ khóa giỏi là cần thiết cho các thiết bị điện. Tôi vẫn vẽ form size và địa chỉ gần đúng cho tất cả các nhân tố trên một tờ giấy, cố gắng sắp xếp bọn chúng sao cho hoàn toàn có thể dễ dàng tiếp cận toàn bộ các đầu cuối khi liên kết dây. Điều đặc trưng nữa là phải có đủ luồng ko khí trải qua tủ vì bộ tinh chỉnh bước rất có thể rất nóng.
Theo thiết kế, tất cả các dây cáp nên được kết nối với mặt sau của vỏ máy. Đầu nối 4 dây đặc biệt đã được áp dụng để có thể ngắt kết nối những thiết bị điện tử khỏi xe hơi mà không bắt buộc ngắt kết nối ngẫu nhiên đầu dây nào. Bao gồm hai ổ gặm để cung ứng điện cho trục quay cùng máy hút bụi. Các ổ cắm điện được kết nối với rơ le để tự động hóa bật và tắt trục chính bằng lệnh Mach3. đúng ra phải tất cả một công tắc bật / tắt khủng ở khía cạnh trước của tủ.

Các cụ thể cho tủ được đụng khắc trên chủ yếu máy CNC
Hơn nữa, sau khi bố trí gần đúng những bộ phận, các phần tử cơ thể có phong cách thiết kế trong lịch trình CAD. Sau đó, trên chính cái máy đã được thêm ráp sẵn, tất cả các cạnh với phần đế được cắt ra. Trên nóc tủ có nắp đậy đậy, ở giữa bao gồm gắn miếng pát thủy tinh. Sau khi lắp ráp, toàn bộ các thành phần đã được lắp ráp bên trong.
17. Phần mềm
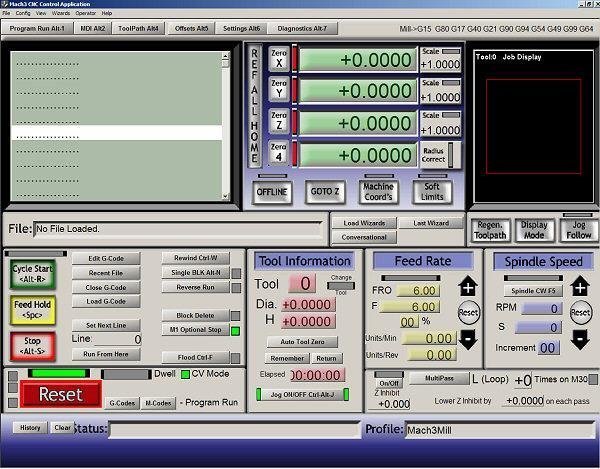
Mach3
Ba loại ứng dụng được yêu ước để quản lý và vận hành một sản phẩm công nghệ CNC.
Chương trình CAD để tạo phiên bản vẽ. Chương trình CAM nhằm tạo băng thông dao cùng xuất mã G. Và một chương trình điều khiển đọc mã G và điều khiển bộ định tuyến.Dự án này sử dụng một chương trình dễ dàng CamBam. Nó có chức năng CAD cơ bạn dạng và cân xứng với phần đông các dự án công trình DIY. Nó cũng là một trong những chương trình CAM. Trước lúc CamBam rất có thể tạo quỹ đạo, một vài tham số rất cần phải thiết lập. Lấy một ví dụ về những thông số: đường kính của chế độ được sử dụng, độ sâu cắt, độ sâu trong một đợt cắt, tốc độ cắt, v.v. Sau khi tạo đường dẫn, chúng ta có thể xuất ra mã G cho máy biết yêu cầu làm gì.
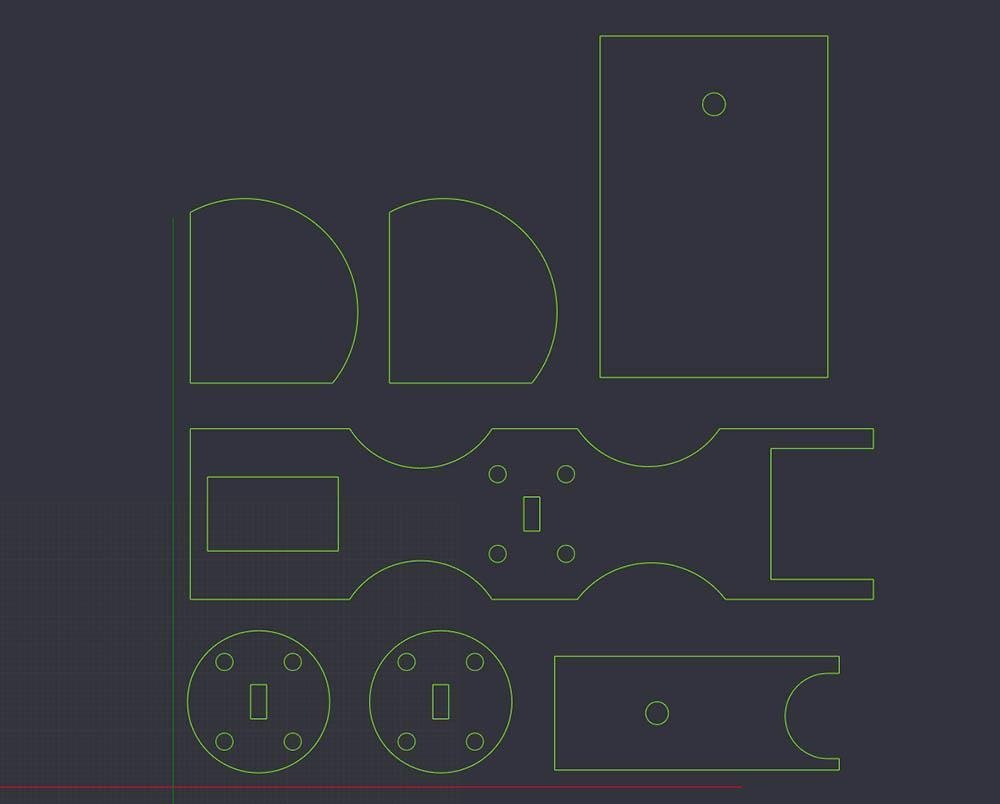
Hình ảnh được tạo ra trong CamBam
Đối với ứng dụng điều khiển, Mach3 được sử dụng. Mach3 gửi dấu hiệu qua cổng tuy vậy song của sản phẩm tính cho bảng giao diện. Mach3 chỉ định cho máy cắt không và bắt đầu các lịch trình cắt. Bạn cũng có thể sử dụng nó để điều khiển vận tốc trục thiết yếu và vận tốc cắt. Mach3 có một số trình chỉ dẫn tích thích hợp mà chúng ta có thể sử dụng để xuất ra các tệp mã G đơn giản.
Đường dẫn luật pháp được tạo vị CamBam
18. Thực hiện máy

Chiếc đầu tiên được sản xuất là một số trong những chiếc kẹp nhằm gắn những vật liệu sẽ qua giải pháp xử lý vào bàn có tác dụng việc. Và dự án công trình “khủng” đầu tiên là tủ năng lượng điện tử (điểm 15).

Một số một số loại bánh răng khác nhau, vỏ hộp chọn đàn guitar, đang được chế tạo như hầu hết nguyên mẫu mã ban đầu.


Máy hút bụi
Hóa ra là đồ vật CNC chế tạo ra ra không hề ít bụi và gây ra nhiều giờ ồn. Để xử lý vấn đề cùng với bụi, một bộ hút những vết bụi đã được chế tạo, hoàn toàn có thể gắn máy hút lớp bụi vào đó.
Bộ định tuyến CNC 3 trục
Máy người tiêu dùng SörenS7.
Nhiều dự án công trình sẽ vẫn chưa chấm dứt nếu không có bộ định tuyến CNC. Tác giả đưa ra tóm lại rằng tất cả các đồ đạc dưới 2000 euro không thể cung ứng kích thước mặt phẳng làm việc và độ đúng đắn mà anh ta cần.
Những gì được yêu cầu:
diện tích thao tác làm việc 900 x 400 x 120 mm; trục chính kha khá yên tĩnh, đảm bảo công suất cao sinh sống vòng tua thấp; độ cứng, càng nhiều càng giỏi (để gia công các thành phần bằng nhôm); nấc độ chính xác cao; giao diện USB; giá bên dưới 2000 euro.Những yêu ước này đã được xem đến trong xây đắp ba chiều. Trung tâm là đảm bảo an toàn rằng toàn bộ các thành phần đều khớp cùng với nhau.
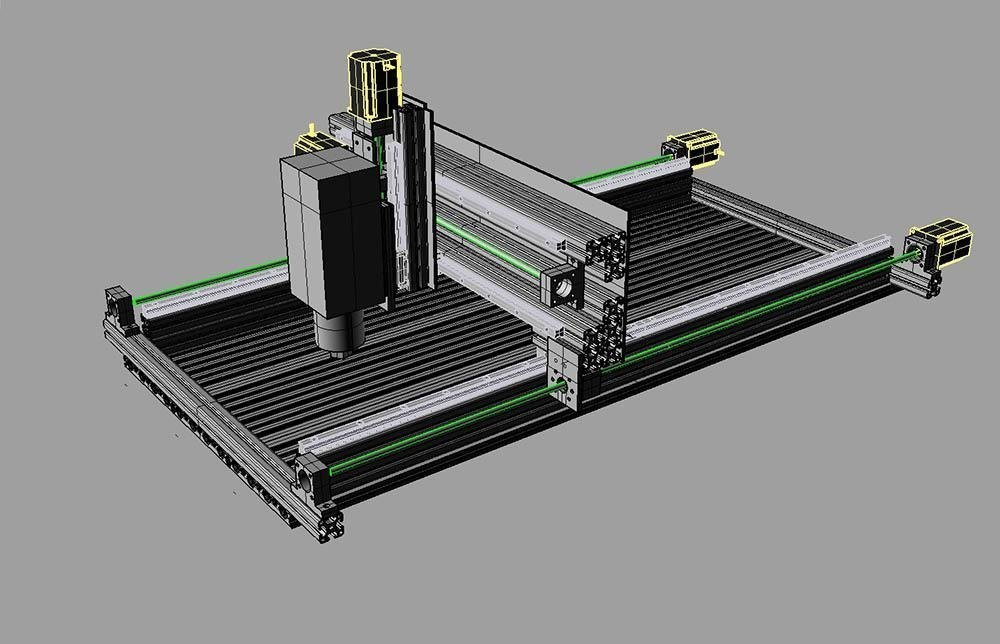
Do đó, đưa ra quyết định được đưa ra là phát hành một cỗ định tuyến đường với khung vỏ nhôm định hình, vít bi 15mm và hộp động cơ bước NEMA 23, cùng với dòng vận động 3A, trả toàn tương xứng với khối hệ thống lắp đặt sẵn.
Tất cả các bộ phận đều cân xứng hoàn hảo và không phải phải sản xuất thêm các bộ phận đặc biệt.
1. Làm cho khung

Trục X được thêm ráp vào vài phút.
Các thanh dẫn hướng đường tính cái HRC có quality rất cao với ngay sau thời điểm lắp đặt, rõ ràng là bọn chúng sẽ chuyển động hoàn hảo.
Xem thêm: Mặc Áo Dài Cách Tân Ngắn Hàng Xịn, Nên Mua Ở Đâu, Áo Dài Cách Tân Tà Ngắn
Sau đó, vấn đề thứ nhất nảy sinh: những vít truyền động không khớp cùng với vỏ ổ trục. Vày vậy, bạn ta quyết định làm mát cánh quạt gió bằng đá thô để sút kích thước.
2. Lắp các vít ổ đĩa

Sau khi các đầu đinh vít được gia công lạnh bởi nước đá, chúng trọn vẹn vừa vặn với cái giá đỡ.
3: Điện
Việc thêm ráp phần cơ đang hoàn thành, giờ mang đến lượt phần điện.
Vì tác giả nắm rõ về Arduino và muốn cung ứng toàn quyền điều hành và kiểm soát qua USB, phải sự lựa chọn lâm vào cảnh Arduino Uno cùng với bảng mở rộng CNC Shield với trình điều khiển và tinh chỉnh động cơ bước DRV8825. Việc cài đặt hoàn toàn ko khó, sau khi tùy chỉnh các thông số, máy đang được điều khiển từ PC.
Nhưng vị DRV8825 chuyển động chủ yếu nghỉ ngơi 1,9A và 36V (và khôn xiết nóng), một cách bị bỏ qua mất do quá ít điện năng. Quá trình xay xát trong thời gian dài ở nhiệt độ cao vẫn khó diễn ra tốt đẹp.
Tiếp theo là các trình tinh chỉnh và điều khiển Tb6560 giá rẻ được cắm vào bo mạch mở rộng. Điện áp định nút hóa ra không cân xứng lắm cùng với bảng này. Tín đồ ta đã nỗ lực sử dụng nguồn điện áp 36V.
Kết trái là hai trình điều khiển chuyển động bình thường, trình tinh chỉnh và điều khiển thứ tía không thể chịu được năng lượng điện áp cao hơn nữa và cù rôto hộp động cơ bước chỉ theo một hướng.
Tôi đã phải biến hóa trình điều khiển và tinh chỉnh một lần nữa.
TbV6600 vận động tốt. Nó ngay gần như trọn vẹn được bao quanh bởi một tờ tản nhiệt độ nhôm và rất dễ lắp đặt. Giờ đây, động cơ bước bên trên trục X với Y vận động với mẫu điện 2,2 A và trên trục Z với loại điện 2,7 A.
Cần phải đảm bảo an toàn nguồn năng lượng điện của hộp động cơ bước với bộ trở nên tần khỏi các mảnh nhôm nhỏ. Bao gồm nhiều phương án khi bộ đổi khác được đặt ở phần khá xa sản phẩm công nghệ phay. Vấn đề chính là các sản phẩm công nghệ này chế tạo ra tương đối nhiều nhiệt với yêu ước làm đuối tích cực. Một phương án khéo léo đã có tìm ra: áp dụng những miếng ống quần dài 30 cm làm áo bảo vệ, vừa rẻ, vừa vui mắt, vừa cung cấp đủ luồng ko khí.
4. Trục chính

Lựa lựa chọn trục xoay tương xứng không phải là vấn đề dễ dàng. Dịp đầu, phát minh là thực hiện trục thiết yếu Kress1050 tiêu chuẩn, nhưng lại nó chỉ có hiệu suất 1050 watt ở tốc độ 21000 vòng / phút, bởi vậy bạn không nhất thiết phải mong ngóng nhiều công suất ở vận tốc thấp hơn.
Phay thô các phần tử nhôm với thép yêu cầu 6000-12000 vòng / phút. Một trục chuyển phiên VFD cha kilowatt cùng với một biến tần đã có được mua, với ship hàng từ Trung Quốc, nó có mức giá 335 euro.
Trục chính này khá trẻ trung và tràn trề sức khỏe và dễ mua đặt. Nó nặng trĩu - nặng 9 kg, cơ mà khung chắc chắn rằng có thể chịu đựng được sức nặng của nó.
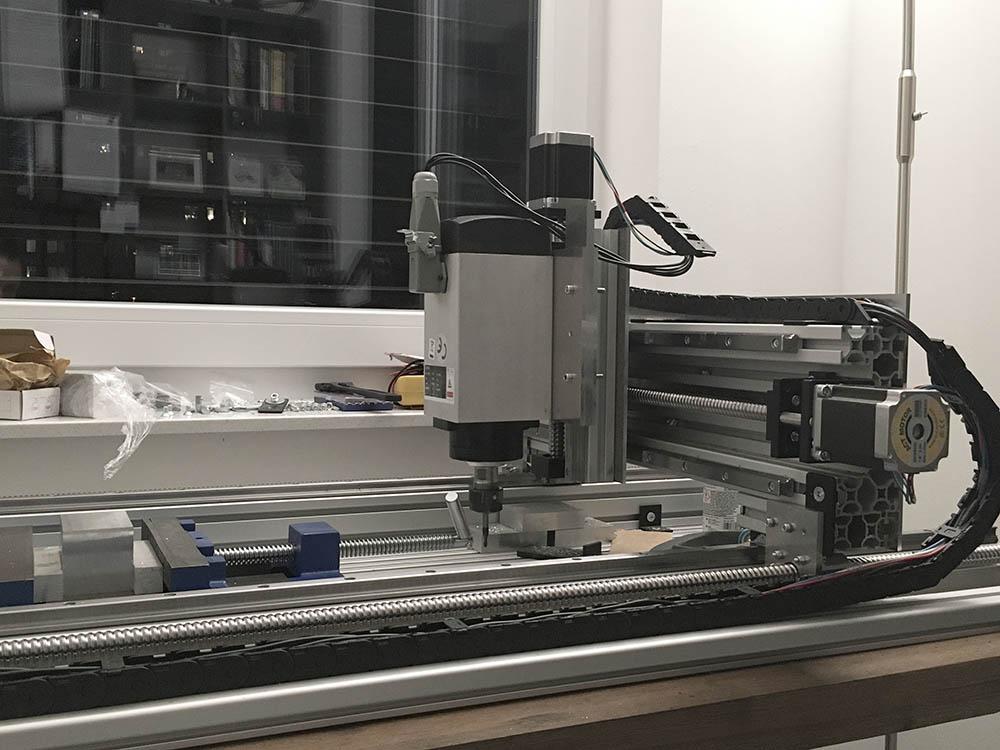
5. đính ráp hoàn thành

Máy đối phó xuất sắc với công việc, tôi vẫn phải mày mò các trình tinh chỉnh động cơ bước, nhưng nhìn chung hiệu quả là mỹ mãn. Shop chúng tôi đã bỏ ra 1.500 triệu euro và sản xuất một chiếc máy đáp ứng đúng mực nhu ước của người sáng tạo.
Dự án xay xát thứ nhất là một bước bứt phá trong POM.
6: Sửa đổi nhằm phay nhôm

Trong quy trình xử lý POM, rõ ràng là mô-men xoắn trên giá chỉ đỡ Y quá to và lắp thêm uốn cong ở download cao dọc theo trục Y, vì vậy tác giả đã mua một hướng dẫn sản phẩm công nghệ hai và theo đó hiện đại hóa cổng thông tin.
Sau đó, số đông thứ quay trở lại bình thường. Phiên bản sửa đổi có giá 120 euro.
Bây giờ bạn có thể nghiền nhôm. Tác dụng rất xuất sắc thu được từ kim loại tổng hợp AlMg4,5Mn nhưng không đề xuất làm lạnh.
7. Kết luậnĐể tạo nên một chiếc máy CNC của riêng bạn, bạn không nhất thiết phải điêu đứng bảy nhịp, phần đa thứ đều bên trong tay chúng tôi.
Nếu đa số thứ được lên kế hoạch tốt, bạn không cần phải có một loạt các thiết bị với điều kiện thao tác lý tưởng, bạn chỉ việc một số tiền tuyệt nhất định, một chiếc tuốc nơ vít, một chiếc kìm với một chiếc máy khoan.
Một tháng được dành riêng để vạc triển xây cất bằng chương trình CAD và đặt đơn hàng và mua các thành phần, tư tháng nhằm lắp ráp. Việc sản xuất ra cái máy thứ hai vẫn tốn ít thời hạn hơn cực kỳ nhiều, vị tác giả chưa xuất hiện kinh nghiệm trong lĩnh vực sản xuất máy dụng cụ và đề nghị học nhiều về cơ khí với điện tử.
8. Phụ kiện

Thợ điện:
Tất cả các phần tử điện được tải trên ebay.
Arduino GRBL + Lá chắn CNC: khoảng tầm 20 euro Trình điều khiển động cơ bước: 12 triệu euro một chiếc. Nguồn cung cấp: 40 euro Động cơ bước: khoảng € trăng tròn mỗi loại Trục bao gồm + thay đổi tần: 335 EuroCơ học:
Vòng bi tuyến đường tính ARC 15 FN
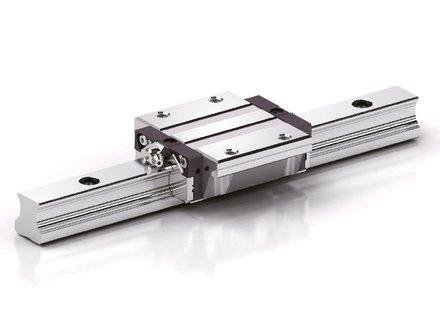
Ảnh: www.dold-mechatronik.de
Hướng dẫn tuyến tính AR / HR 15 - ZUSCHNITT
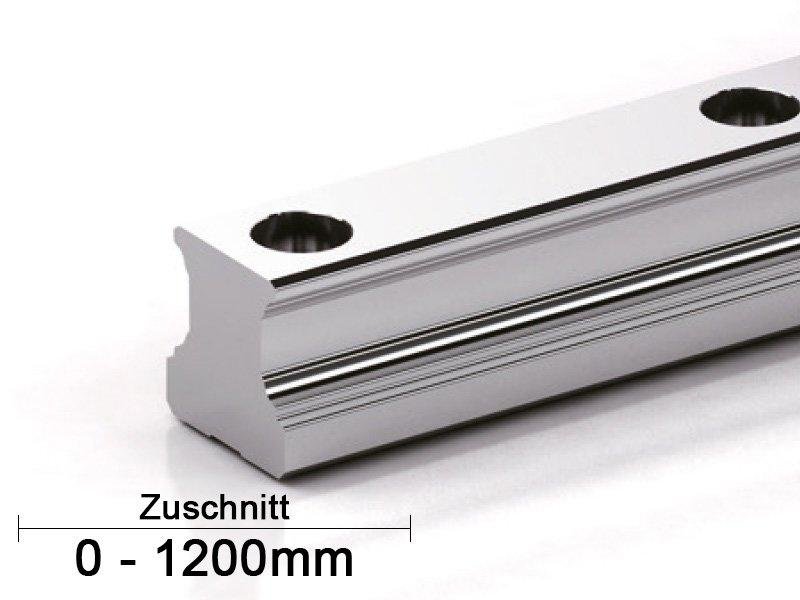
Ảnh: www.dold-mechatronik.de
Vít trơn SFU1605-DM:
2x 1052mm 1x 600mm 1x 250mm
Ảnh: www.dold-mechatronik.de
Giá đỡ ổ trục vít bi FLB20-3200 bao hàm giá đỡ động cơ NEMA23:
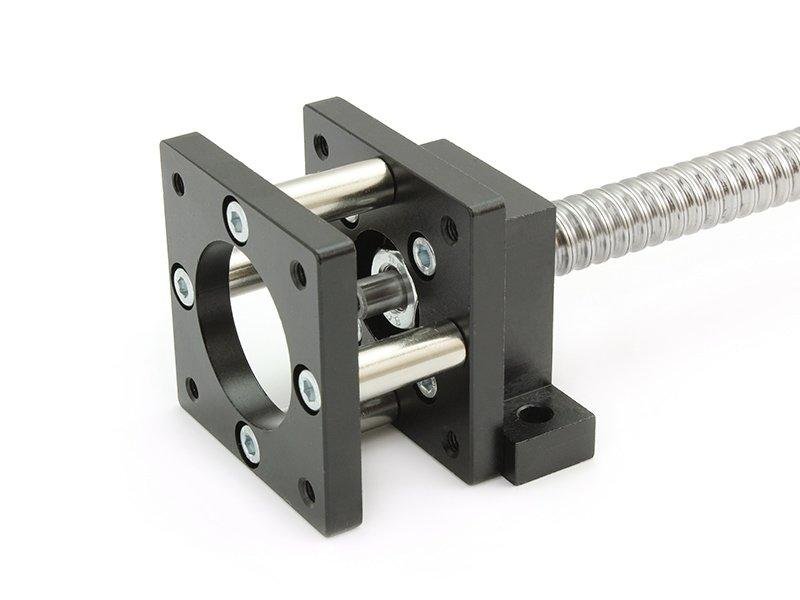
Ảnh: www.dold-mechatronik.de
Hỗ trợ vít bi LLB20

Ảnh: www.dold-mechatronik.de
Khớp nối trục bao gồm động cơ bước: từ trung hoa với giá 2,5 euro một cái.
Khung:
Cấu hình đại lý 160x16 I-Typ Nut 8
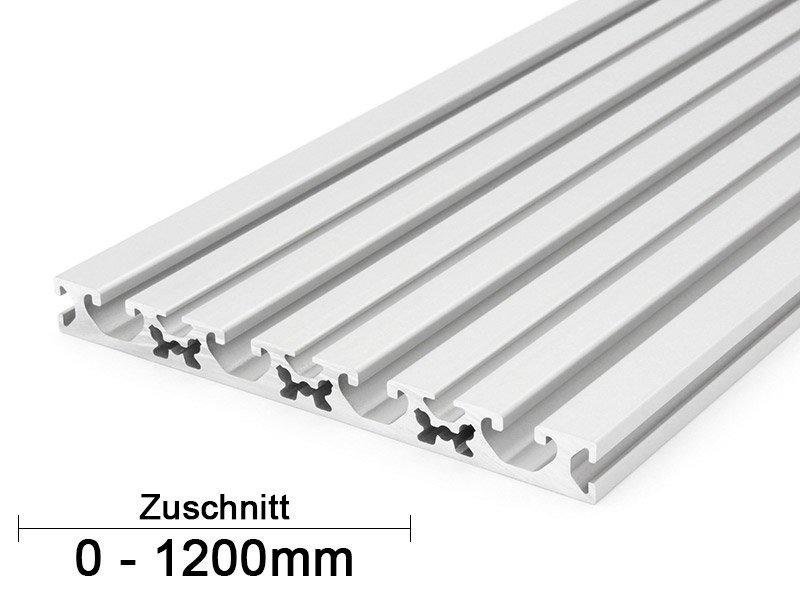
Ảnh: www.dold-mechatronik.de
Cấu hình cho trục X 30x60 B-Typ Nut 8
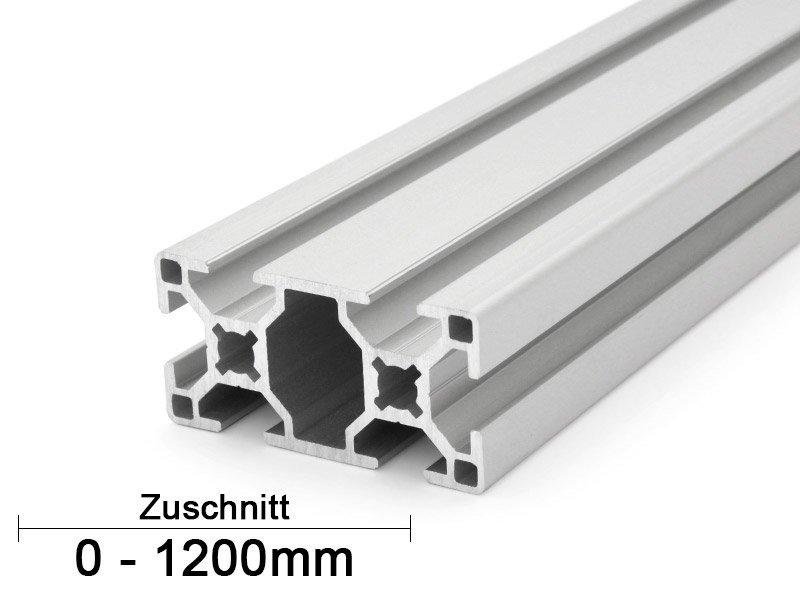
Ảnh: www.dold-mechatronik.de
Cấu hình lắp hộp động cơ bước trục Y 30x60 B-Type Nut 8

Ảnh: www.dold-mechatronik.de
Cổng thông tin:
Hồ sơ 30x60 B-Typ Nut 8 bên trên ổ đỡ tuyến đường tính của trục X 100 mm
Tấm lưng: Nhôm tấm dày 5mm, khổ 600x200.
Hồ sơ 30x60x60 B-Typ Nut 8 mang lại Y: 2 chiếc.
Ảnh: www.dold-mechatronik.de
Hồ sơ 30x30 B-Typ Nut 8
cho Z:
Tấm lắp - tấm nhôm dày 5 mm, form size 250x160
Tấm trượt để lắp trục bao gồm - tấm nhôm dày 5 mm, kích thước 200x160
9. Chương trình
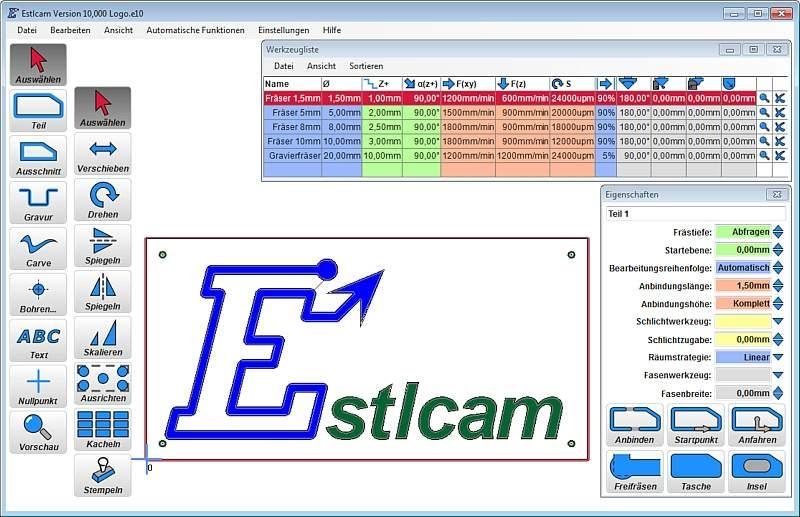
Sau một thời gian dài kiếm tìm kiếm giải pháp phần mềm, một chương trình thuận tiện Estlcam đã có được chọn, với chi phí bản quyền là 50 euro. Phiên bản dùng test của công tác có toàn bộ các bản lĩnh của phiên phiên bản được cấp cho phép, mà lại nó vận động chậm hơn.
Phần mềm này có công dụng lập trình lại Arduino và có nhiều chức năng, bao gồm khả năng điều khiển động cơ bước trực tiếp.
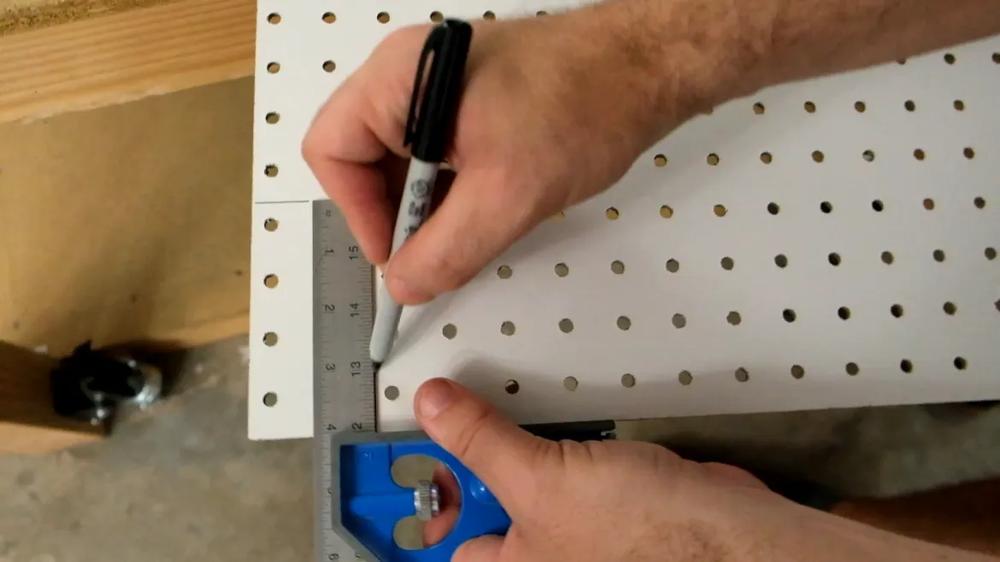
Ví dụ: Để kiếm tìm cạnh của một bộ phận, các bạn cần kết nối dây với các điểm tiếp xúc của máy vi tính Arduino với với phôi. Ví như phôi không dẫn điện, bạn cũng có thể tạo lớp che dẫn điện tạm thời bằng giấy bạc.
Sau đó, chương trình đưa luật đến phần tử từ những phía khác biệt và xác định ranh giới của nó tại thời khắc tiếp xúc.
10. Nâng cấp

Các giá chỉ đỡ trong thời điểm tạm thời bằng nhựa đã có được lắp trên trục Y với Z. Chất dẻo đầy đủ chắc, nhưng các kim bấm vẫn rất có thể bị gãy. Do đó, tác giả đã mài giảm phần chân đế bởi nhôm để cố thế. Tác dụng được hiển thị vào ảnh.
11. Máy vẫn hoạt động

Sau một vài lần thực hành, chiếc máy đã cho tác dụng rất tốt, nhằm tự chế.

Những hình ảnh này cho biết thêm một bộ phận được làm bằng hợp kim AlMg4,5Mn. Nó được xay trả toàn. Bức hình ảnh thứ hai cho thấy kết quả làm cho việc của sản phẩm mà không bắt buộc xử lý thêm bằng các phương một thể khác.
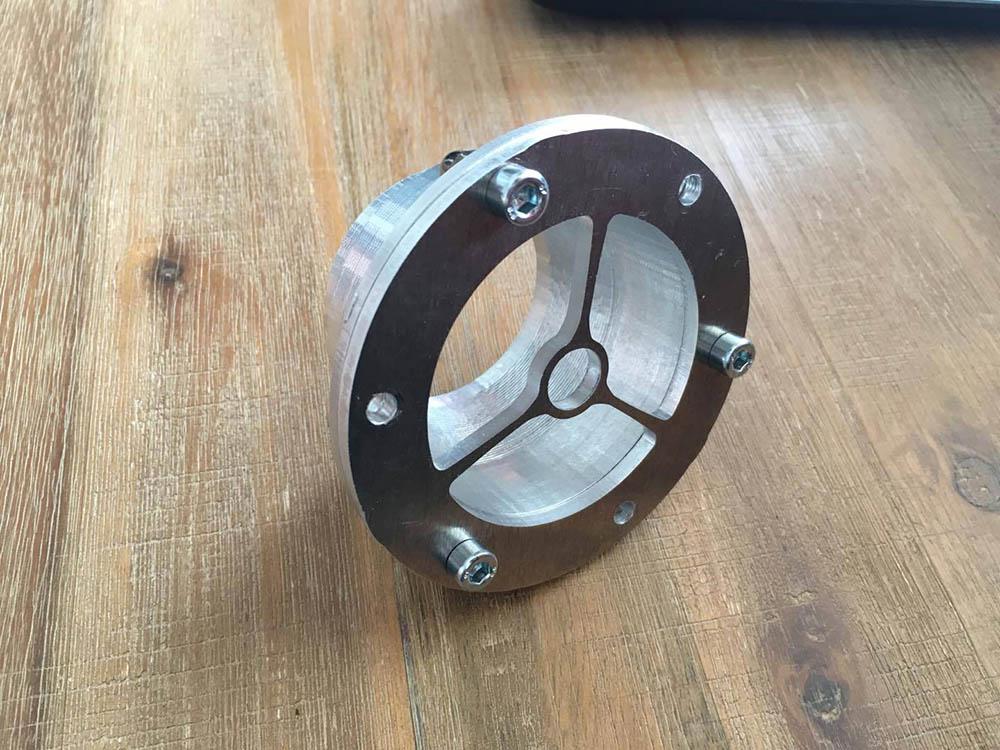
Máy xay cuối được thực hiện là sản phẩm công nghệ nghiền cuối ống sáo VHM 3 6 mm. Khi áp dụng dao cắt 4 với 6 mm, máy đạt công dụng khá tốt. Vớ nhiên, đối với loại trang bị của nó.
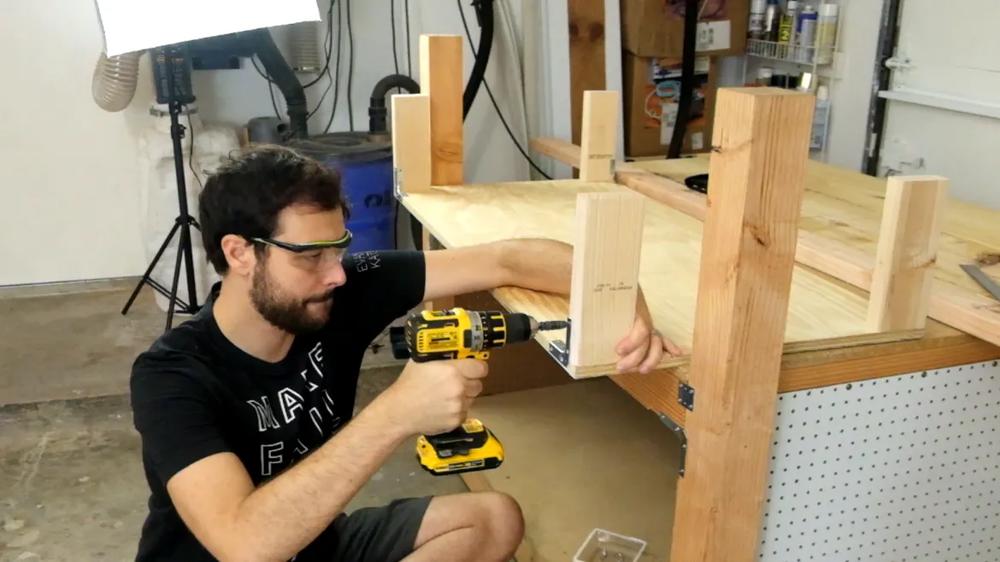
Bàn CNC
Đối cùng với món tráng mồm - ko phải là một trong những chiếc máy, cơ mà là một sản phẩm hữu ích với thú vị vì máy làm cho ra, rõ ràng là một chiếc giường chắc hẳn rằng và thoáng rộng có kệ. Ví như bạn chưa tồn tại máy CNC, bạn cũng có thể chế tạo nên nó sớm rộng và thực hiện nó như 1 bàn làm việc.
Evan và Caitlin, chủ sở hữu website EvanAndKatelyn.com , đã cập nhật bàn CNC của họ, thêm tác dụng và sự rộng lớn rãi.
Sản phẩm được gắn thêm ráp hoàn toàn trên những kết nối vít, không sử dụng keo, nhằm bảo đảm khả năng chuyển đổi và tăng cấp dễ dàng.

Các cơ chế và phụ kiện sẽ qua sử dụng:
Nút dừng; Ổ khóa bé lăn; links bộ đếm và các bit; sản phẩm công nghệ khoan; Tuốc nơ vít điện; chú ý thấy; lắp thêm khắc chữ X; máy nghiền cuối 1/4 inch đậy cacbua; Máy giảm phay 4 kênh đầu vòng bi 1/4 inch; bảo đảm thính giác.Bước 1: chuẩn bị
Bước một là dọn đều thứ thoát khỏi bàn cũ, bước đầu với sản phẩm công nghệ và ngừng bằng một loạt gần như thứ khác nằm đó, và túa rời một phần. Tất cả mọi thứ đã được tháo cởi hoàn toàn, kế bên hai kệ phệ 120 x 120 cm, được tăng cường, làm đại lý của một cái bàn mới.

Bước 2: bức tốc các kệ

Dấu ngoặc nhọn được thực hiện ở bốn góc bên phía trong và lốt ngoặc chữ L dọc từ dầm ngang dọc từ mặt dưới.


Trong hình ảnh dưới đây: so sánh một kệ gia ráng với một kệ không hoàn thiện.

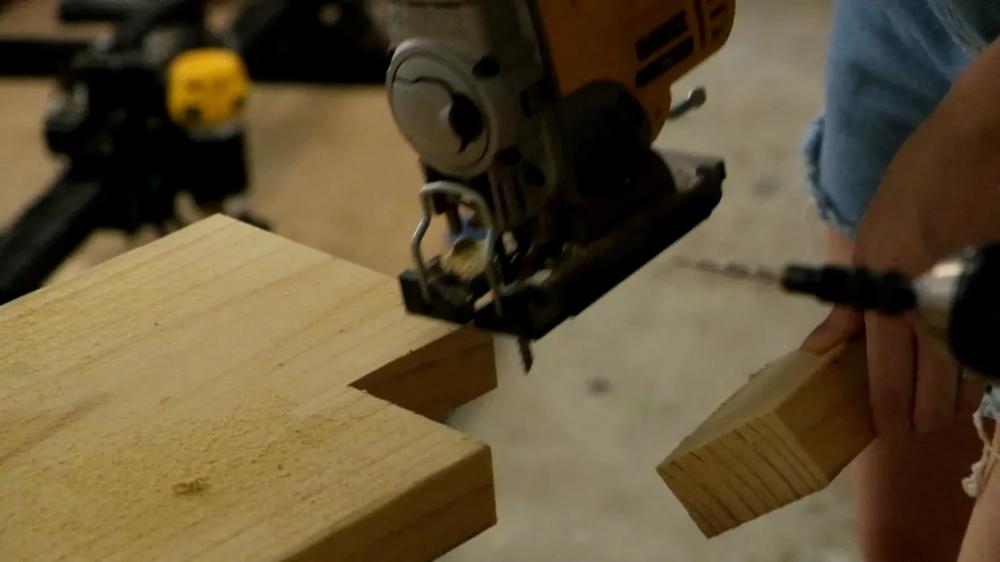
Bước 3: Cắt bỏ phần thừa
Ban đầu, tất cả 4 giá đỡ nhô lên cùng bề mặt bàn, vì trên máy đã gồm thêm một giá bán đỡ. Ý tưởng này đã biết thành bác bỏ, ra quyết định giữ lại hai trong các bốn giá chỉ đỡ.

Chúng được gia nỗ lực bằng các dấu ngoặc nhọn.



Một kệ được bỏ lên trên chúng cùng được gia cố bằng nhiều giá đỡ hơn.

Bài bình chọn thể lực.

Bước 4: pegboard - thanh công cụ
Đồ thiết kế bên trong được tân trang lại quan trọng để thêm nhiều không gian lưu trữ nhất rất có thể và giữa những phần mở rộng là bảng tinh chỉnh đục lỗ, trong các số ấy có các lỗ để cố định và thắt chặt giá đỡ dụng cụ. Các góc được giảm trên bảng tinh chỉnh và điều khiển bằng một hình ghép.



Bước 5: kệ dưới cùng
Để lưu trữ tại vị trí dưới, rất cần được để lại nhiều không khí nhất có thể, bởi vì nó đựng máy cưa bàn và máy tiến công trống. Nó cũng tốn nhiều diện tích s để cất tài liệu, bởi vì vậy nó vẫn được ra quyết định thêm một kệ, nhưng mà để thuận lợi tháo gỡ. Những khối gỗ và một tấm ván ép sẵn sàng cho chân khôn cùng hữu ích.

Các chân được gắn vào tấm ván xay bằng các giá đỡ sinh sống góc, giá đỡ được đính vào phần dưới. Dễ ợt tháo đính thêm khi cần lưu trữ lại toàn thể chiều cao.

Bước 6: kệ bên trên cùng
Chiếc nệm cũ có một kệ phía trên để máy vi tính vận hành máy và các vật dụng nhỏ dại khác nhau. Vẫn còn đấy chỗ trống, và họ đưa ra quyết định làm một chiếc khác bên dưới kệ này. Nó cũng giúp che những ổ cắm và khối hệ thống dây điện cho máy.
Giá trên được để vào nhì đầu của giá cùng bắt vít vào.

Trong kệ thiết bị hai, các góc mang đến chân được cắt bởi hình ghép.
Và chúng ta cũng cố định và thắt chặt nó bằng những góc.

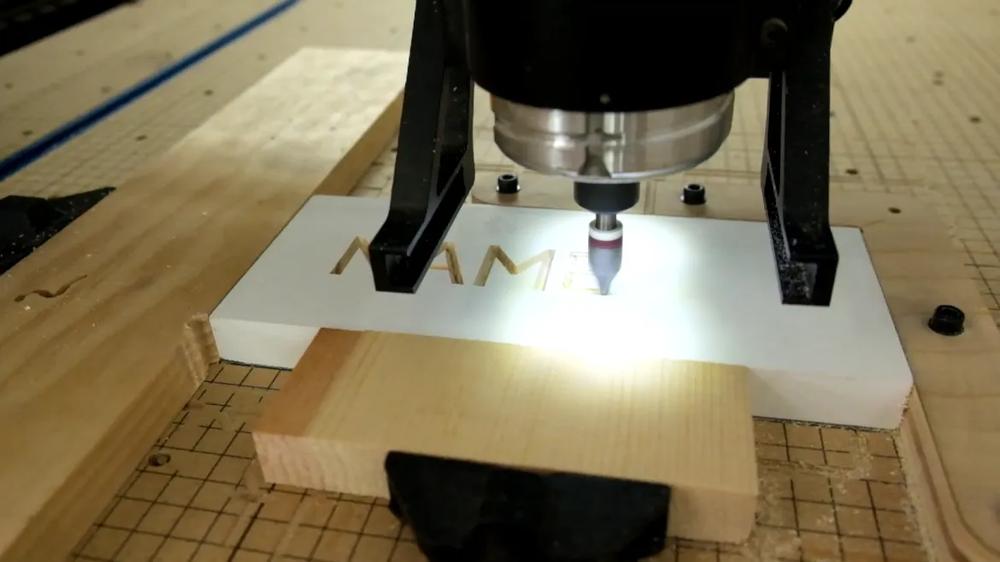
Bước 7: trả thiện những bước

Một tấm biển có dòng chữ “Gọi mang đến tôi” được đã tích hợp cuối, sau này sẽ được sửa chữa thay thế bằng tên bởi người đăng ký trên YouTube sáng chế.

Cuối cùng, tất cả mọi thứ gồm trong phiên bản tiền nhiệm của chính nó đã được trở lại bàn.


Có tương đối nhiều dự án máy chế độ tự chế ấn tượng, các tác đưa thường không thể tinh được với tài năng và chiến thuật tài tình của họ. Như 1 sở thích, tự đính ráp sản phẩm CNC hoặc thứ in 3 chiều vượt trội rộng nhiều sở thích khác - cả về tính chất hữu ích của kết quả thu được, do nhiều điều hay vời hoàn toàn có thể được thực hiện trên máy và công dụng của quá trình bản thân nó, đây không chỉ có là một hoạt động thú vị mà còn là một một chuyển động giáo dục giúp cải tiến và phát triển các khả năng kỹ thuật.
Chúng tôi không hỗ trợ các quy mô riêng lẻ, vì có rất nhiều mô hình và cho ngẫu nhiên mục đích, trách nhiệm và các điều kiện lắp đặt và quản lý và vận hành hiện có, thiết bị nên được sàng lọc riêng lẻ, các chuyên gia sẽ giúp bạn.... Liên hệ chúng tôi!
Ngày nay, trong các những fan làm nghề thủ công ngày càng liên tiếp hơn, bạn có thể tìm thấy những chiếc máy mới được quản lý và vận hành không phải thủ công như họ vẫn quen áp dụng mà bằng phần mềm máy tính xách tay và thiết bị trang bị tính. Sự đổi mới này được gọi là CNC (Điều khiển số).
Công nghệ này được sử dụng trong không ít viện, trong các ngành công nghiệp lớn, cũng như trong những hội thảo thạc sĩ. Khối hệ thống điều khiển auto giúp tiết kiệm chi phí nhiều thời hạn và cải thiện chất lượng sản phẩm.
Hệ thống auto được tinh chỉnh bằng chương trình từ vật dụng tính. Hệ thống này bao hàm các động cơ không đồng hóa với điều khiển và tinh chỉnh véc tơ, có tía trục chuyển động của sản phẩm công nghệ khắc điện: X, Z, Y. Dưới đây họ sẽ coi xét những máy có tinh chỉnh và tính toán tự động hóa là gì.
Theo quy định, toàn bộ các lắp thêm CNC đều áp dụng máy khắc năng lượng điện hoặc dao phay, trên đó tất cả thể biến đổi đầu phun. Một trang bị được tinh chỉnh và điều khiển bằng số được sử dụng để thêm những yếu tố tô điểm cho một vài vật liệu cố định và không chỉ. Thiết bị CNC, vị những tân tiến của quả đât máy tính, phải có tương đối nhiều chức năng. Những tính năng này bao gồm:
Phay
Quá trình cơ học tập của vượt trình gia công vật liệu, trong đó bộ phận cắt (vòi phun, sinh sống dạng dao cắt) tạo ra các chuyển động quay trên mặt phẳng của phôi.
Tranh điêu khắc
Nó bao gồm việc vận dụng hình ảnh này hoặc hình ảnh đó trên bề mặt của phôi. Để làm cho điều này, hãy áp dụng máy giảm hoặc lắp thêm bào (một thanh thép có một đầu nhọn tại 1 góc).
Khoan
Gia công cơ học vật dụng liệu bằng cách cắt, sử dụng máy khoan, nhờ đó thu được các lỗ gồm đường kính khác nhau và những lỗ có không ít mặt tất cả tiết diện cùng độ sâu khác nhau.
Sự cắt bằng tia la-ze
Phương pháp giảm và giảm vật liệu, trong những số ấy không có tác dụng cơ học, độ đúng mực cao của phôi được duy trì, và các biến dạng tiến hành bằng cách thức này bao gồm biến dạng về tối thiểu.
Người vẽ tranh
Thực hiện việc vẽ những sơ đồ, bạn dạng vẽ, phiên bản đồ địa lý phức tạp nhất với độ đúng chuẩn cao. Vẽ được triển khai với ngân sách chi tiêu của khối viết, áp dụng bút siêng dụng.
Vẽ cùng khoan bảng mạch in
Sản xuất bảng, cũng tương tự vẽ những mạch dẫn năng lượng điện trên bề mặt của tấm điện môi. Đồng thời khoan những lỗ nhỏ tuổi cho các thành phần của đài.
Những tính năng mà trang bị được lập trình sau đây của bạn sẽ thực hiện là tùy nằm trong vào bạn. Cùng sau đó chúng ta sẽ xem xét thiết kế của máy CNC.
Các một số loại máy CNC
Các tính năng công nghệ và kỹ năng của phần đông máy này được đánh giá ngang bằng với máy vạn năng. Tuy nhiên, trong thế giới hiện đại, có cha loại sản phẩm công nghệ CNC:
Quay
Mục đích của các máy vì vậy là tạo thành các bộ phận theo kiểu khung người cách mạng, bao hàm xử lý mặt phẳng của phôi. Cũng là sản xuất những chủ đề bên trong và bên ngoài.
Phay
Công việc tự động hóa của những máy này bao gồm xử lý các mặt phẳng và không gian của các phôi khung người khác nhau. Phay được triển khai bằng phẳng, theo đường viền và theo từng bước, ở nhiều khía cạnh khác nhau, tương tự như từ các phía. Thực hiện khoan lỗ, chế tạo ren, doa và doa phôi.
Khoan - nhàm chán
Họ triển khai doa, khoan lỗ, doa cùng doa, phay, phay, ren và nhiều hơn nữa.
Như bạn có thể thấy, sản phẩm CNC có một loạt các chức năng mà bọn chúng thực hiện. Do vậy, bọn chúng được tiến công đồng cùng với những bộ máy vạn năng. Tất cả chúng đều rất đắt chi phí và đơn giản là không thể mua bất kỳ thiết bị làm sao ở trên do thiếu vắng tài chính. Và bạn cũng có thể nghĩ rằng bạn sẽ phải thực hiện toàn bộ các hành vi này theo cách thủ công, vào suốt cuộc đời của bạn.
Bạn không nhất thiết phải buồn. Rất nhiều bàn tay khôn khéo của đất nước, ngay lập tức từ khi lộ diện những cái máy CNC đầu tiên ở trong nhà máy, đã bắt đầu tạo ra phần lớn nguyên mẫu mã tự chế chuyển động không đại bại gì những cái máy chuyên nghiệp.
Tất cả các vật liệu thành phần mang đến máy cơ chế CNC có thể được đặt hàng trên Internet, địa điểm chúng tất cả sẵn miễn tầm giá và hơi rẻ. Nhân tiện, phần thân của một mẫu máy auto có thể được làm thủ công bằng tay và chúng ta cũng có thể truy cập Internet để biết form size chính xác.
Mẹo: Trước khi lựa chọn một máy CNC, hãy đưa ra quyết định loại đồ vật liệu bạn sẽ gia công. Sự gạn lọc này sẽ sở hữu tầm quan liêu trọng số 1 trong việc sản xuất máy, vày nó phụ thuộc trực tiếp vào kích cỡ của thiết bị, cũng như ngân sách của nó.
Thiết kế của máy CNC trả toàn phụ thuộc vào vào sự sàng lọc của bạn. Bạn có thể mua một cỗ tiêu chuẩn chỉnh làm sẵn của toàn bộ các phần tử cần thiết và chỉ việc lắp ráp nó vào nhà để xe hoặc xưởng của bạn. Hoặc đặt đơn hàng riêng toàn bộ các phụ kiện.
Xem xét một bộ tiêu chuẩn của các thành phần trên bức tranh:
Bản thân khu vực làm việc, được thiết kế bằng ván ép, là khía cạnh bàn và khung bên.Các yếu hèn tố phía dẫn.Chủ tải đường sắt.Vòng bi con đường tính cùng ống lót ống lót.Vòng bi đỡ.Chì vít.Bộ tinh chỉnh và điều khiển động cơ bước.Bộ nguồn cỗ điều khiển.Máy khắc năng lượng điện hoặc bộ định tuyến.Một khớp nối liên kết trục của vít dẫn cùng với trục của bộ động cơ bước.Động cơ bước.Hạt du lịch.Sử dụng danh sách các phần tử này, bạn có thể bình yên tạo máy phay mộc CNC của riêng mình với các bước tự động. Khi chúng ta đã lắp ráp toàn cục cấu trúc, chúng ta có thể yên trọng tâm đi làm.
Nguyên lý hoạt động
Có lẽ yếu hèn tố đặc biệt nhất trên chiếc máy này là cỗ định tuyến, sản phẩm công nghệ khắc hoặc trục xoay. Nó phụ thuộc vào vào sự chắt lọc của bạn. Nếu khách hàng có trục bao gồm đứng, thì chuôi của dòng sản phẩm cắt, bao gồm một ống kẹp để buộc, sẽ vừa khít với ống kẹp.
Bản thân mâm cặp được đính trực tiếp vào trục then hoa. Phần cắt của máy cắt được lựa chọn dựa trên vật tư đã chọn. Một hộp động cơ điện nằm trong một toa chuyển động, xoay trục chính với lắp thêm cắt, có thể chấp nhận được xử lý mặt phẳng của vật dụng liệu. Động cơ cách được điều khiển và tinh chỉnh bởi một cỗ điều khiển, được chỉ đạo từ một lịch trình máy tính.
Thiết bị điện tử sản phẩm công cụ hoạt động trực tiếp trên cơ sở cung ứng phần mềm đồ vật tính, phần mềm này phải được cung ứng cùng với thiết bị điện tử vẫn đặt hàng. Công tác truyền những lệnh bên dưới dạng mã G đến bộ điều khiển. Vày đó, những mã này được tàng trữ trong RAM của cục điều khiển.
Sau khi lựa chọn một chương trình gia công trên đồ vật (gia công tinh, tối ưu thô, tía chiều), các lệnh được b









